2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований, предъявленных к детали.
Рекомендации по их обеспечению и контролю.
Для выполнения данного раздела дипломного проекта составим таблицу 2.1
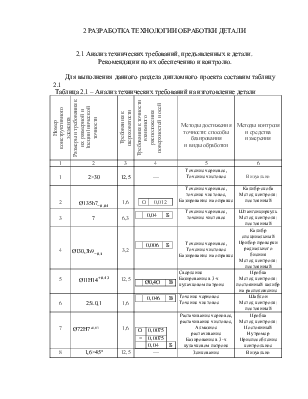
Таблица 2.1 – Анализ технических требований на изготовление детали
|
Номер конструктивного элемента |
Размеры и требования к их размерной и пециииической точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|||||||||
|
1 |
2×30 |
12,5 |
— |
Точение черновое, Точение чистовое |
Визуально |
|||||||||
|
2 |
Ø135h7 |
1,6 |
|
Точение черновое, точение чистовое, Базирование на оправке |
Калибр-скоба Метод контроля: постоянный |
|||||||||
|
3 |
7 |
6,3 |
|
Точение черновое, точение чистовое |
Штангенциркуль Метод контроля: постоянный |
|||||||||
|
4 |
Ø130,3h9 |
3,2 |
|
Точение черновое, Точение чистовое Базирование на оправке |
Калибр специиальный Прибор проверки радиального биения Метод контроля: постоянный |
|||||||||
|
5 |
Ø11Н14 |
12,5 |
|
Сверление Базирование в 3-х кулачковом патроне |
Пробка Метод контроля: постоянный калибр на расположение |
|||||||||
|
6 |
25±0,1 |
1,6 |
|
Точение черновое Точение чистовое |
Шаблон Метод контроля: постоянный |
|||||||||
|
7 |
Ø72Н7 |
1,6 |
|
Растачивание черновое, растачивание чистовое, Алмазное растачивание Базирование в 3-х кулачковом патроне |
Пробка Метод контроля: Постоянный Нутромер Приспособление контрольное |
|||||||||
|
8 |
1,6×45° |
12,5 |
— |
Зенкование |
Визуально |
окончание таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|||
|
9 |
М8-7Н |
6,3 |
|
Сверление, нарезание резьбы Базирование в 3-х кулачковом патроне |
Пробка Метод контроля: постоянный |
|||
|
10 |
30 |
3,2 |
— |
Точение черновое, Точение чистовое |
Штангенциркуль Метод контроля: постоянный |
2.2 Выбор вида и обоснование метода получения заготовки
2.21 Описание метода получения заготовки
На выбор метода получения заготовки оказывают влияние: материал детали; ее назначение и технические требования на изготовление; объем и серийность выпуска; форма поверхностей и размеры детали.
Оптимальный метод получения заготовки определяется на основании всестороннего анализа названных факторов и технико-экономического расчета технологической себестоимости детали. Метод получения заготовки, обеспечивающий технологичность изготовляемой из нее детали, при минимальной себестоимости последней считается оптимальным.
В качестве заготовки для изготовления детали « Стакан ПКК 0118675» предлагаю использовать лист обычной точности толщиной 32мм, взамен заводского варианта заготовки — поковки.
Лист является унифицированной заготовкой, которую производят на специализированном предприятии.
Листы производят на металлургических и машиностроительных заводах, при этом получают лист—заготовку для последующей обработки на установках лазерной, плазменной, кислородной и воздушно-дуговой резки.
Так как в дипломном проекте предложено получение заготовки на установке плазменной резки проведём описание данного метода.
При получении заготовки плазменной струёй метал расплавляется и вызывается потоком плазмы. Поскольку мощность плазменной струи можно регулировать в широких пределах, диапазон толщин разрезаемого металла—от долей до десятков миллиметров. Практически все металлы могут быть разрезаны плазменной струёй так как плазменная резка использует электрическую дугу, которую обдувает газ. Обдувая дугу, газ нагревается и распадается на положительно и отрицательно заряженные частицы (ионизируется). Заряженные частицы преобразуются в плотный поток плазмы с температурой до 15000°С.для работы аппаратов воздушно плазменной резки требуются только электроэнергия и сжатый воздух, а при наличии компрессора только электроэнергия. По сравнению со сложностями, возникающими при использовании оборудования для газокислородной резки, такими как заправка, переаттестация и доставка громоздких баллонов, взрывопожароопасность, использование присадок при необходимости работать с цветными металлами и сплавами, аппараты воздушно—плазменной резки требуют только замены расходных материалов (электродов и сопел).
Процесс резки отличается высокой производительностью. На установке можно получать заготовки достаточно высокой точности, порядка 16—13 квалитета точности. В качестве плазмообразующих газов можно использовать азот, водород, аргоно—водородную смесь.
2.2.2 Определение допусков на размеры заготовки, назначение припусков, расчёт размеров и массы заготовки.
Назначаем допуск на заготовку Лист ![]() Согласно данного ГОСТ
19903—74 верхнее предельное отклонение листа обычной точности составит 0,51
мм., а нижнее 0,34 мм. Т.е. для изготовления данной детали принимаем лист
Согласно данного ГОСТ
19903—74 верхнее предельное отклонение листа обычной точности составит 0,51
мм., а нижнее 0,34 мм. Т.е. для изготовления данной детали принимаем лист ![]()
Назначаем припуски на торцы заготовки опытно-статистическим методом. Назначение допусков и расчет размеров заготовки сводим в таблицу 2.2 пояснительной записки к проекту.
Таблица 2.2—Назначение допусков на лист
|
Номер поверхности |
Номинальный размер детали |
Вид размера |
Допуск на заготовку с указанием предельных отклонений, мм |
|
1 |
183,5 |
длина |
183,5( |
|
2 |
Ø64 |
диаметр |
Ø64( |
|
3 |
32 |
толщина |
32( |
Назначим припуски на все обрабатываемые поверхности, опытно— стати- стическим методом, кроме одной, самой точной, для которой припуски будут назначены расчётно—аналитическим методом.
Назначение припусков и расчёт размеров заготовки сведём в таблицу 2.3 пояснительной записки к проекту.
Таблица 2.3 табличный расчёт припусков.
|
Номер поверхности |
Переходы механической обработки поверхности |
Точность обработки |
Припуск табличный, Z, мм |
Расчет размеров заготовки (d или D), мм |
|||
|
Квалитет |
Допуск, мм |
Шероховатость, Ra, мкм |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
30-0,52 |
|||||||
|
10 |
Точение торца за 2 прохода |
h14 |
0,52 |
3,2 |
2 |
30 |
|
окончание таблицы2.3
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
10 |
Заготовка |
h15 |
0,84 |
12,5 |
— |
30+2=32 |
|
135+0,04 |
||||||
|
2 |
Точение чистовое Точение черновое Заготовка |
h7 h10 h13 |
0,04 0,16 0,63 |
1,6 6,3 12,5 |
0,3 1,2 — |
135 135+0,3=135,3 135,3+1,2=136,5 |
|
Размер заготовки с указанием отклонений: 32 |
||||||
|
Размер заготовки с указанием отклонений: 136,5 |
||||||
На
самую точную поверхность(2) детали ø72Н7
![]() определяем припуски
расчетно-аналитическим методом.
определяем припуски
расчетно-аналитическим методом.
Маршрут обработки поверхности детали с указанием точности обработки, шероховатости и способа базирования на каждом переходе механической обработки, а также расчёт погрешности установки для каждого перехода механической обработки отдельно представлены в таблице 2.4
Таблица 2.4 – Определение последовательности обработки детали
|
Последовательность механической обработки поверхности Ø72Н7( |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки, εу, мм |
|
|
Допуск размера, мм |
Шероховатость, мкм |
|||
|
Заготовка |
0,46 |
12,5 |
Базирование в 3-х кулачковом патроне |
εб=0; εз=0,42 εу= |
|
Точение черновое |
0,12 |
6,3 |
||
|
Точение чистовое |
0,046 |
3,2 |
||
|
Алмазное точение |
0,03 |
0,8 |
||
Погрешность установки детали в приспособлении рассчитываем по формуле:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.