2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали. Рекомендации по их обеспечению и контролю
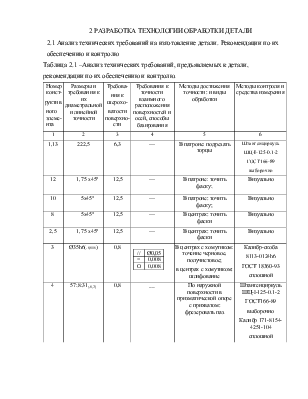
Таблица 2.1 –Анализ технических требований, предъявляемых к детали,
рекомендации по их обеспечению и контролю.
|
Номер конст- руктив ного элеме-нта |
Размеры и требования к их диаметральной и линейной точности |
Требова- ния к шерохо- ватости поверхно-сти |
Требования к точности взаимного расположения поверхностей и осей, способы базирования |
Методы достижения точности: и виды обработки |
Методы контроля и средства измерения |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||||
|
1,13 |
222,5 |
6,3 |
— |
В патроне: подрезать торцы |
Штангенциркуль ШЦ-I-125-0.1-2 ГОСТ166-89 выборочно |
||||||
|
12 |
1,75 x45° |
12,5 |
— |
В патроне: точить фаску; |
Визуально |
||||||
|
10 |
5x45° |
12,5 |
— |
В патроне: точить фаску; |
Визуально |
||||||
|
8 |
5x45° |
12,5 |
— |
В центрах: точить фаски |
Визуально |
||||||
|
2,5 |
1,75 x45° |
12,5 |
— |
В центрах: точить фаски |
Визуально |
||||||
|
3 |
Ø35h6(-0,016) |
0,8 |
|
В центрах с хомутиком: точение черновое, получистовое; в центрах с хомутиком: шлифование |
Калибр-скоба 8113-0124h6 ГОСТ 18360-93 сплошной |
||||||
|
4 |
57;8;31(-0,2) |
0,8 |
__ |
По наружной поверхности в призматической опоре с прихватом: фрезеровать паз |
Штангенциркуль ШЦ-I-125-0.1-2 ГОСТ166-89 выборочно Калибр 171-8154-4251-104 сплошной |
Продолжение таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
6 |
Ø40k6 |
0,8 |
— |
В центрах с хомутиком: точение черновое, получистовое; в центрах с хомутиком: шлифование |
Штангенциркуль ШЦ-I-125-0.1-2 ГОСТ166-89 выборочно Шаблон радиусный набор №1 ТУ-2-034-228-87 сплошной |
|
7 |
Ø47 |
12,5 |
— |
В центрах с хомутиком: точение черновое |
Штангенциркуль ШЦ-II-250-0.05 ГОСТ166-89, выборочно Скоба 8113-0124h14 ГОСТ 18360-93 сплошной |
|
8,10 |
5 x45° |
12,5 |
— |
В центрах с хомутиком: точить фаски |
Визуально |
|
9 |
Ø118h8(-0,054) |
3,2 |
— |
В патроне: точение черновое; В центрах с хомутиком: шлифование |
Штангенциркуль ШЦ-I-125-0.1-2 ГОСТ166-89 выборочно Калибр-скоба 8113-0206h8 ГОСТ 18360-93 сплошной |
|
11 |
Ø35 k6(0,002) |
0,8 |
— |
В патроне: точение черновое, получистовое; в центрах с хомутиком; шлифование |
Калибр-скоба 8113-0124k6 ГОСТ 18360-93 сплошной |
|
14 |
16±0,3;8H12 |
0,8 |
__ |
По наружной поверхности в призматической опоре с прихватом: фрезеровать паз |
Штангенциркуль ШЦ-I-125-0.1- 2ГОСТ16689 выборочно |
окончание таблицы 2.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
15 |
35 |
1,6 |
__ |
По наружной поверхности в призматической опоре с прихватом:: фрезеровать скос |
Угломер Тип1-2 ГОСТ 5378-88 Штангенциркуль ШЦ-I-125-0.1-2 ГОСТ166-89 |
|
16 |
20 min |
12,5 |
__ |
По наружной поверхности в тисках: фрезеровать лыску |
Штангенциркуль ШЦ-I-125-0.1-2 ГОСТ166-89 |
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Заготовка-прокат. Прокатка- процесс, при котором слиток или заготовка под действием сил трения втягивается в зазор между вращающимися валками прокатного стана и пластически деформируется ими с уменьшением сечения. Основные виды прокатки : продольная, поперечная и поперечно-винтовая. Продольной прокаткой изготовляют около 90% всей прокатываемой продукции. Процесс прокатки характеризуется: коэффициентом обжатия, уширения и коэффициенту вытяжки.
Слитки пропускают с температурой поверхности
800-900 ![]() C из сталеплавильного цеха. Перед прокаткой слитки подогревают
до температуры 1300
C из сталеплавильного цеха. Перед прокаткой слитки подогревают
до температуры 1300![]() C в нагревательных колодцах. После
прокатки это все режется при передвижении по рольгангу мощными ножницами на
куски длинной 2-7м.
C в нагревательных колодцах. После
прокатки это все режется при передвижении по рольгангу мощными ножницами на
куски длинной 2-7м.
2.2.2 Определение припусков и допусков по стандартам. Расчет размеров и массы заготовки, коэффициента использования материала
Материал – легированая конструкционная сталь 25ХГТ ГОСТ 4543 – 71.
Заготовка – прокат круглого сечения.
Припуск на однократное точение наружной поверхности:
2Z=1,7 мм;
Припуск на подрезку торцев 1;13:
Z=2,0 мм.
Следовательно:
− диаметр заготовки равен:
d=118+1,7+0,2=119,9 мм
− длина заготовки равна:
L =222,5+2,0×2=226,5мм ;
По стандарту на круглую горячекатаную сталь ГОСТ 1050 – 88 выбран диаметр
круга
Ø120 ![]() мм, длина 226,5мм;
мм, длина 226,5мм;
Используем
прокат круглого сечения: Круг 
 кг mз=4,38+0,66=5,04 кг
кг mз=4,38+0,66=5,04 кг
Таблица 2.2−Табличный расчёт припусков
|
Номер поверхно-сти |
Переходы механической обработки поверхности |
Точность обработки |
При- пуск табличный, Z, мм |
Расчет размеров заготовки, мм |
||
|
Квалитет |
Допуск мм |
Шероховатость, Ra, мкм |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1;13 |
Подрезка торцев Прокат |
h14 − |
0,12 2,8 |
3,2 Rz160 |
2×2,0 − |
L=222.5 Lз=222,5+2×,.0=226,5 |
|
2 |
Шлифование Точение п/чистовое Прокат |
h10 h12 − |
0,185 0,46 2,8 |
0,8 1,6 Rz160 |
0,2 1,7 − |
d=118,2+1,7=119,9 d=118+0,2×2==118,2 120 |
Рисунок 2.1 – Эскиз заготовки
Таблица 2.3 – Определение последовательности обработки детали и погрешности установки.
|
Последовательность механической обработки поверхности |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки, Ey, мм |
|
|
Квалитет с допуском технологическим, мм |
Шероховатость Ra, мкм |
|||
|
Прокат |
2,8 |
Rz100 |
в патроне по наружней поверхности |
Еу=0;Еу=0 |
|
Точение черновое |
h14 (0,62) |
Ra 6,3 |
в патроне по наружней поверхности |
|
|
Точение п/ч |
h11 (0,016) |
Ra 3,2 |
в патроне по наружней поверхности |
|
|
Шлифование предв. |
h8 (0,039) |
Ra 1,6 |
В центрах с хомутиком |
|
|
Шлифование оконч. |
h6(0,016) |
Ra0,8 |
В центрах с хомутиком |
|
Погрешность установки:
![]()
где EБ – погрешность базирования, мм;
EЗ – погрешность закрепления, мм;
Таблица 2.4 – Аналитический расчет припусков
|
Переходы механической обработки |
Элементы припуска |
Расчет припус ка |
Рас чет размера |
Допу cк Т |
Предельный размер |
Предельный элемент припуска |
||||
|
Rz |
h |
p |
dmin |
dmax |
2Z |
2z |
||||
|
1 Прокат |
0,15 |
0,25 |
0,504 |
37,604 |
2,8 |
37,2 |
40 |
|||
|
2 Точение чист. |
0,05 |
0,05 |
0,04 |
2,18 |
35,424 |
0,62 |
35,37 |
35,99 |
1,83 |
4,01 |
|
3 Точение п/ч |
0,01 |
0,01 |
0,03 |
0,28 |
35,144 |
0,16 |
35,11 |
35,27 |
0,26 |
0,72 |
|
4 Шлифов. пред. |
0,008 |
0,008 |
0,014 |
0,1 |
35,044 |
0,03 |
35,034 |
35,073 |
0,076 |
0,197 |
|
5 Шлифов. оконч. |
0,005 |
0,005 |
0,004 |
0,06 |
34,984 |
0,016 |
34,984 |
35 |
0,05 |
0,073 |
|
2,216 |
5,0 |
|||||||||
Ø35h6(![]() )
)
dmax=35+0=35 мм
dmin=35+0,016=34,984 мм
Определение пространственного отклонения
![]() =
=![]()
![]() =0,5
=0,5
![]() =∆K ×L =1,5×41,5=62
мм=0,062мкм
=∆K ×L =1,5×41,5=62
мм=0,062мкм
![]() =
=![]() =0,504
=0,504
![]() =0,504×0,06=0,04 мм
=0,504×0,06=0,04 мм
![]() =0,504×0,04=0,03 мм
=0,504×0,04=0,03 мм
![]() =0,504×0,02=0,014 мм
=0,504×0,02=0,014 мм
![]() =0,504×0,005=0,004 мм
=0,504×0,005=0,004 мм
Определение расчетного припуска
2Zmin=2(Rzi-1+hi-1+![]() )
)
2Zточ.черн=2(0,15+0,25+![]() )=2,18 мм
)=2,18 мм
2Zточ.п/чист=2(0,05+0,05+![]() )=0,28 мм
)=0,28 мм
2Zшлиф.пр=2(0,01+0,01+![]() )=0,1 мм
)=0,1 мм
2Zшлиф.ок=2(0,008+0,008+![]() )=0,06
мм
)=0,06
мм
Расчет придельного размера
dшлиф.ок=34,984 мм
dшлиф.пред=34,984+0,06=35,044 мм
dточ.п/чист=35,044+0,1=35,144 мм
dточ.черн=35,144+0,28=35,424 мм
dпрок=35,424+2,18=37,604 мм
Предельные допуска 2Z![]()
2Z![]() =37,2-35,37=1,18 мм
=37,2-35,37=1,18 мм
2Z![]() =35,37-35,11=0,26
мм
=35,37-35,11=0,26
мм
2Z![]() =35,11-35,034=0,076
=35,11-35,034=0,076
2Z![]() =35,034-34,984=0,05 мм
=35,034-34,984=0,05 мм
Предельные допуска 2Z![]()
2Z![]() =40 -35,99=4,01 мм
=40 -35,99=4,01 мм
2Z![]() =35,99-35,27=0,72
мм
=35,99-35,27=0,72
мм
2Z![]() =35,27-35,037=0,197 мм
=35,27-35,037=0,197 мм
2Z![]() =35,037-35=0,073 мм
=35,037-35=0,073 мм
Проверка
4,01-1,83=2,18 2,8-0,62=2,18
0,72-0,26=0,46 0,62-0,16=0,46
0,197-0,076=0,121 0,16-0,039=0,121
0,073-0,05=0,023 0,039-0,016=0,023
Определить общий номинальный припуск
Zо ном=2,216+1,4-0,16=3,6 мм
dо ном=35+3,6=38,6 мм
Расчет массы проектируемой заготовки
mз=mд + mотх, кг ; (2.4)
где mд - масса детали, кг ;
mотх - масса отходов, кг.
mотх= Vотх × ρ, кг ; (2.5)
ρ=7,8×10-6 кг/мм3 ;
где ρ – плотность материала ;
Vотх – суммарный объем удаляемого в процессе механообработки материала, т. е. объем припуска, мм3 .
Vотх , мм3 ;
(2.6)
, мм3 ;
(2.6)
Vотх мм3
мм3
mотх=84633×7,8×10-6= 0,66 кг
mз=4,38+0,66=5,04 кг
Расчет коэффициента использования заготовки:
 , кг; (2.7)
, кг; (2.7)
где mз – масса рассчитанной заготовки, кг;
 кг
кг
Пересчитанный коэффициент использования материала
 ,
(2.8)
,
(2.8)
где НРАСХ – пересчитанная норма расхода материала, кг
НРАСХ=5,04+0,15×5,04=5,8 кг
2.3 РАЗРАБОТКА ПРОЕКТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
2.3.1 Анализ базового технологического процесса и составление последовательности обработки для проектируемого техпроцесса
В соответствии с типом производства предлагается повысить производительность обработки путем заменой станков.
010 Токарно-винторезная 16К20
1 Подрезать торец 13 предварительно выдерживая размер 226,5-0,5
2 Центровать деталь
3 Точить поверхность 9 выдерживая размер Ø118(-0,054)
4 Точить поверхность Ø46-0,6 с подрезкой торца
5 Точить поверхность Ø35,6 выдерживая размер 41,5-0,5
6 Точить фаску 10 выдерживая размер 5x45°
7 Точить фаску 12 выдерживая размер 1,5x45°
8 Переустановить заготовку
9 Подрезать торец 1 выдерживая размер 222,5
10 Центровать деталь
020 Вертикально-фрезерная FSS450R
1 Фрезеровать поверхность, выдерживая размер 50±0,5 ;33-0,5
030 Слесарная
1 Зачистить заусенцы после фрезерования
040 Вертикально-фрезерная FSS450R
1 Фрезеровать поверхность, выдерживая размер 20 min
050 Слесарная
1 Зачистить заусенцы после фрезерования
060 Вертикально-фрезерная FSS450R
1 Фрезеровать поверхность, выдерживая размер 33-0,5; 84-0,5
070 Слесарная
1 Зачистить заусенцы после фрезерования
080 Вертикально-фрезерная FSS450R
1 Фрезеровать поверхность, выдерживая размер 33-0,5; 50±0,5
090 Слесарная
1 Зачистить заусенцы после фрезерования
100 Токарно-винторезная 16К20
1 Точить поверхность 7 выдерживая размер Ø47-0,6 ; 140±0,5; Ra10±0,5
2 Точить поверхность 6 выдерживая размер Ø40,6; 116±0,5
3 Точить поверхность 3 выдерживая размер Ø35,6; 76-0,5; Ra1,5±2,0 с образованием фаски 2,5 выдерживая размер 1,5x45°
110 Токарно-винторезная 16К20
1 Точить поверхность 8 выдерживая размер 5x45° на Ø118
120 Шпоночно-фрезерная ДФ692
1 Фрезеровать шпоночный паз 4 выдерживая размер 8N9; 57±0,3; 31,3-0,5
130 Слесарная
1 Зачистить заусенцы после фрезерования
140 Шпоночно-фрезерная ДФ692
1 Фрезеровать шпоночный паз 14 выдерживая размер 310,2; 12±0,3; 31,3-0,5
150 Слесарная
1 Зачистить заусенцы после фрезерования
160 Вертикально-фрезерная FSS450R
1 Фрезеровать поверхность15, выдерживая размер 30,7; 7°±5`; 35
170 Слесарная
1 Зачистить заусенцы после фрезерования
180 Термическая
190 Моечная
200 Кругло-шлифовальная 3Т161
1 Шлифовать поверхность 11 выдерживая размер Ø35К6(![]() ); 8+2
); 8+2
210 Кругло-шлифовальная 3Т161
1 Шлифовать поверхность 6 выдерживая размер Ø40К6(![]() ); 8+2 ; 8+2
); 8+2 ; 8+2
220 Кругло-шлифовальная 3Т161
1 Шлифовать поверхность 3 выдерживая размер Ø35h6(![]() ); 8+2 ;
); 8+2 ;
В соответствии с типом производства предлагается заменить токарно-винторезные операции на токарные с ЧПУ, что позволит сократить время на изготовление и повысит производительность труда.
010 Токарная с ЧПУ 16К20Ф3
020 Фрезерная с ЧПУ ГФ2171C5
030 Слесарная
040 Вертикально-фрезерная FSS450R
050 Слесарная
060 Фрезерная с ЧПУ ГФ2171C5
070 Слесарная
080 Фрезерная с ЧПУ ГФ2171C5
090 Слесарная
100 Токарная с ЧПУ 16К20Ф3
110 Токарно-винторезная 16К20
120 Шпоночно-фрезерная ДФ692
130 Слесарная
140 Шпоночно-фрезерная ДФ692
150 Слесарная
160 Вертикально-фрезерная FSS450R
170 Слесарная
180 Термическая
190 Моечная
200 Кругло-шлифовальная 3Т161
210 Кругло-шлифовальная 3Т161
220 Кругло-шлифовальная 3Т161
2.3.2 ВЫБОР И ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ
На первой операции в качестве черновой базы используется наружная необработанная поверхность, образующая двойную направляющую базу, и упор в один из торцов, образующий опорную базу.
На операции 010 заготовку устанавливают в патроне по наружной поверхности Ø 120 с упором в правый торец. Заготовка лишается пяти степеней свободы по двойной направляющей и опорной базах.
На операции 020,040,060,080 заготовку устанавливают в тиски по наружной поверхности Ø120 с упором в торец. Заготовка лишается четырех степеней свободы по двойной направляющей базе и опорной базах.
На операции 100,110 заготовку устанавливают в центрах. Заготовкалишается трех степеней свободы по установочной базе
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.