2 РАЗРАБОТКА ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛИ
2.1 Анализ технических требований на изготовление детали.
Рекомендации по их обеспечению и контролю
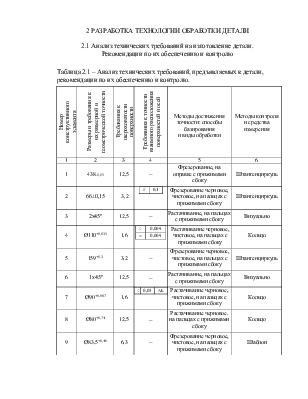
Таблица 2.1 – Анализ технических требований, предъявляемых к детали, рекомендации по их обеспечению и контролю.
|
Номер конструктивного элемента |
Размеры и требования к их размерной и геометрической точности |
Требования к шероховатости поверхности |
Требования к точности взаимного расположения поверхностей и осей |
Методы достижения точности: способы базирования и виды обработки |
Методы контроля и средства измерения |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||
|
1 |
438-1,15 |
12,5 |
– |
Фрезерование, на оправке с прижимами сбоку |
Штангенциркуль |
||||
|
2 |
66±0,15 |
3,2 |
|
Фрезерование черновое, чистовое, на пальцах с прижимами сбоку |
Штангенциркуль |
||||
|
3 |
2х45º |
12,5 |
– |
Растачивание, на пальцах с прижимами сбоку |
Визуально |
||||
|
4 |
Ø110+0,035 |
1,6 |
|
Растачивание черновое, чистовое, на пальцах с прижимами сбоку |
Кольцо |
||||
|
5 |
159+0,3 |
3,2 |
– |
Фрезерование черновое, чистовое, на пальцах с прижимами сбоку |
Штангенциркуль |
||||
|
6 |
1х45º |
12,5 |
– |
Растачивание, на пальцах с прижимами сбоку |
Визуально |
||||
|
7 |
Ø90+0,087 |
1,6 |
|
Растачивание черновое, чистовое, на пальцах с прижимами сбоку |
Кольцо |
||||
|
8 |
Ø80+0,74 |
12,5 |
– |
Растачивание черновое, на пальцах с прижимами сбоку |
Кольцо |
||||
|
9 |
Ø83,5+0,46 |
6,3 |
– |
Фрезерование черновое, чистовое, на пальцах с прижимами сбоку |
Шаблон |
||||
|
продолжение таблицы 2.1 |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||
|
10 |
Ø80+0,03 |
1,6 |
|
Растачивание черновое, чистовое, на пальцах с прижимами сбоку |
Кольцо |
||||
|
11 |
1х45º |
12,5 |
– |
Растачивание, на пальцах с прижимами сбоку |
Визуально |
||||
|
12 |
2,2+0,25 |
3,2 |
– |
Фрезерование черновое, чистовое, на пальцах с прижимами сбоку |
Шаблон |
||||
|
13 |
96,5+0,35 |
3,2 |
– |
Фрезерование черновое, чистовое, на пальцах с прижимами сбоку |
Шаблон |
||||
|
14 |
М16х1,5-7Н |
– |
– |
Сверление, нарезание резьбы, на оправке с прижимами сбоку |
Калибр пробка |
||||
|
15 |
1,5х45º |
12,5 |
– |
Сверление, на пальцах с прижимами сбоку |
Визуально |
||||
|
16 |
66±0,15 |
3,2 |
– |
Фрезерование черновое, чистовое, на пальцах с прижимами сбоку |
Штангенциркуль |
||||
|
17 |
2,2+0,25 |
3,2 |
– |
Фрезерование черновое, чистовое, на пальцах с прижимами сбоку |
Шаблон |
||||
|
18 |
1,5х45º |
12,5 |
– |
Растачивание, на пальцах с прижимами сбоку |
Визуально |
||||
|
19 |
Ø80+0,03 |
1,6 |
|
Растачивание черновое, чистовое, на пальцах с прижимами сбоку |
Кольцо |
||||
|
20 |
30º±1º |
1,6 |
– |
Фрезерование черновое, чистовое, на пальцах с прижимами сбоку |
Шаблон |
||||
|
21 |
Ø83,5+0,46 |
6,3 |
– |
Фрезерование черновое, чистовое, на пальцах с прижимами сбоку |
Шаблон |
||||
|
22 |
Ø80+0,74 |
12,5 |
– |
Растачивание черновое, на пальцах с прижимами сбоку |
Кольцо |
||||
|
23 |
3х30º |
1,6 |
– |
Растачивание, на пальцах с прижимами сбоку |
Визуально |
||||
|
24 |
132-0,4 |
3,2 |
– |
Фрезерование черновое, чистовое, на пальцах с прижимами сбоку |
Штангенциркуль |
||||
|
окончание таблицы 2.1 |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||
|
25 |
2х45º |
12,5 |
– |
Растачивание черновое, на пальцах с прижимами сбоку |
Визуально |
||||
|
26 |
Ø110+0,035 |
1,6 |
|
Растачивание черновое, чистовое, на пальцах с прижимами сбоку |
Кольцо |
||||
|
27 |
М16х1,5-7Н |
– |
– |
Сверление, нарезание резьбы, на оправке с прижимами сбоку |
Калибр пробка |
||||
|
28 |
1х45º |
12,5 |
– |
Сверление, на пальцах с прижимами сбоку |
Визуально |
||||
|
29 |
1х45º |
12,5 |
– |
Сверление, на пальцах с прижимами сбоку |
Визуально |
||||
|
30 |
К1/4” |
– |
– |
Сверление, нарезание резьбы, на оправке с прижимами сбоку |
Калибр пробка |
||||
|
31 |
2х45º |
12,5 |
– |
Сверление, на пальцах с прижимами сбоку |
Визуально |
||||
|
32 |
Ø16+0,43 |
6,3 |
– |
Сверление, развертывание, на оправке с прижимами сбоку |
Калибр пробка |
||||
|
33 |
М10-7Н |
– |
– |
Сверление, нарезание резьбы, на оправке с прижимами сбоку |
Калибр пробка |
||||
|
34 |
М8-7Н |
– |
– |
Сверление, нарезание резьбы, на оправке с прижимами сбоку |
Калибр пробка |
||||
2.2 Выбор вида и обоснование метода получения заготовки
2.2.1 Описание метода получения заготовки
Деталь “Корпус ” КПК 0106190 представляет собой сборочную единицу из двух отливок изготовляемых в индукционных тигельных печах из СЧ20 путем литья в разовые песчаные формы на автоматических формовочных линиях АФА. В них происходит формовка, заливка и выбивка заготовки. Конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. Внутренняя полость выполняется стержнем. Отливку не подвергают термообработке. После всего вышеперечисленного – зачищают заусенцы. После очистки и контроля отливку направляют в механический цех для обработки.
2.2.2 Определение припусков и допусков по стандартам.
Расчет размеров и массы заготовки
Точность отливки 11т-0-0-11 по ГОСТ 26645-85. Класс размерной точности 11т; класс точности массы 11. Степень коробления и степени точности поверхностей не нормируются.
Таблица 2.2 – Назначение допусков на отливку.
|
Номер поверхности |
Номинальный размер детали |
Допуск размера заготовки, мм |
Допуск формы, мм |
Общий допуск, мм |
|
1 |
438 |
2,8 |
1,0 |
3,6 |
|
4 |
Ø110 |
2,0 |
0,24 |
4,0 |
|
5 |
159 |
2,0 |
0,32 |
2,0 |
|
7 |
Ø90 |
1,8 |
0,24 |
4,0 |
|
8 |
Ø80 |
1,8 |
0,24 |
4,0 |
|
10 |
Ø80 |
1,8 |
0,24 |
4,0 |
|
19 |
Ø80 |
1,8 |
0,24 |
4,0 |
|
22 |
Ø80 |
1,8 |
0,24 |
4,0 |
|
24 |
132 |
2,0 |
0,32 |
4,0 |
|
26 |
Ø110 |
2,0 |
0,24 |
4,0 |
Таблица 2.3 – Табличный расчёт припусков
|
Номер поверхности |
Переходы механической обработки поверхности |
Точность обработки |
Припуск табличный, Z, мм |
Расчет размеров заготовки (d или D), мм |
||
|
Квалитет |
Допуск, мм |
Шероховатость, Ra, мкм |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
фрезерование черновое заготовка |
h14 |
1,55 3,6 |
Ra12,5 |
2,3 |
438+2,3=440,3 Принимаем 440,5 |
|
4 |
растачивание чистовое черновое заготовка |
H9 H14 |
0,87 0,87 2,6 |
Ra1,6 Ra12,5 |
1,7 4,0 |
110-1,7=108,3 108,3-4,0=104,3 Принимаем 104,0 |
|
5 |
фрезерование чистовое черновое заготовка |
h9 h14 |
1,0 1,0 2,0 |
Ra1,6 Ra12,5 |
0,2 1,6 |
159+0,2=159,2 159,2+1,6=160,8 Принимаем 161 |
|
7 |
растачивание чистовое черновое заготовка |
H9 H14 |
0,87 0,87 2,0 |
Ra1,6 Ra12,5 |
1,7 4,0 |
90-1,7=88,3 88,3-4,0=84,3 Принимаем 84,0 |
окончание таблицы 2.3
|
8 |
растачивание черновое заготовка |
H14 |
0,87 2,0 |
Ra12,5 |
4,0 |
80-4,0=76,0 Принимаем 76,0 |
|
10 |
растачивание чистовое черновое заготовка |
H7 H14 |
0,3 0,87 2,0 |
Ra1,6 Ra12,5 |
1,7 4,0 |
80-1,7=78,3 78,3-4,0=74,3 Принимаем 74,0 |
|
19 |
растачивание чистовое черновое заготовка |
H7 H14 |
0,3 0,87 2,0 |
Ra1,6 Ra12,5 |
1,7 4,0 |
80-1,7=78,3 78,3-4,0=74,3 Принимаем 74,0 |
|
22 |
растачивание черновое заготовка |
H14 |
0,87 2,0 |
Ra12,5 |
4,0 |
80-4,0=76,0 Принимаем 76,0 |
|
24 |
фрезерование чистовое черновое заготовка |
h9 h14 |
1,0 1,0 4,0 |
Ra3,2 Ra12,5 |
0,2 1,6 |
132+0,2=132,2 132,2+1,6=133,8 Принимаем 134 |
|
26 |
растачивание чистовое черновое заготовка |
H9 H14 |
0,87 0,87 2,0 |
Ra1,6 Ra12,5 |
1,7 4,0 |
110-1,7=108,3 108,3-4,0=104,3 Принимаем 104,0 |
Таблица 2.4 – Определение последовательности обработки детали и погрешности установки
|
Последовательность механической обработки поверхности |
Точность обработки |
Способ базирования детали в приспособлении |
Расчет погрешности установки,
|
|
|
Квалитет с допуском технологическим, мм |
Шероховатость, Ra, мкм |
|||
|
Растачивание черновое |
Н14 |
12,5 |
Установка на пальцы с прижимами сбоку |
|
|
Растачивание чистовое |
Н9 |
3,2 |
||
Погрешность установки:
![]() (2.1)
(2.1)
где ![]() – погрешность базирования,
мм;
– погрешность базирования,
мм;
![]() – погрешность закрепления,
мм;
– погрешность закрепления,
мм;
![]() (2.2)
(2.2)
![]() (2.3)
(2.3)
 (2.4)
(2.4)
![]()
![]()

![]()
 (2.5)
(2.5)
![]()
![]()
Проверка правильности произведенных расчетов:
![]() (2.6)
(2.6)
![]()
![]()
Расчет массы спроектированной заготовки:
![]() (2.7)
(2.7)
где ![]() – масса удаляемого в процессе
механической обработки слоя металла, кг.
– масса удаляемого в процессе
механической обработки слоя металла, кг.
![]() (2.8)
(2.8)
где ![]() – суммарный объём удаляемых в процессе
механической обработки фигур, мм3;
– суммарный объём удаляемых в процессе
механической обработки фигур, мм3;
![]() – плотность материала заготовки,
– плотность материала заготовки, ![]() ;
; ![]() .
.
Размеры фигур устанавливаются на основе размеров обработки и табличных припусков.
Определение объема:
![]() (2.9)
(2.9)
где ![]() – радиус заготовки, мм;
– радиус заготовки, мм;
![]() – радиус отливки, мм;
– радиус отливки, мм;
![]() – ширина обработки, мм.
– ширина обработки, мм.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() (2.10)
(2.10)
![]()
![]()
![]()
![]()
![]()
![]() (2.11)
(2.11)

![]()
![]()
Коэффициент использования заготовки:
 (2.12)
(2.12)
где ![]() – масса рассчитанной
заготовки, кг;
– масса рассчитанной
заготовки, кг;
Пересчитанный коэффициент использования материала:
 (2.13)
(2.13)
где ![]() –
пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6)
–
пересчитанная норма расхода материала, кг (см. п.1.3, формула 1.6)
![]()
Пересчитанный коэффициент использования материала:
КИМ проектного варианта больше чем у базового, поэтому принимаем в дальнейших расчетах КИМ по проектному варианту.
2.3 Разработка проектного технологического процесса
2.3.1 Анализ базового технологического процесса и составление
последовательности обработки для проектируемого техпроцесса
Перечень операций базового технологического процесса:
020 Комплексная с ЧПУ (станок ИР500):
1. Фрезеровать плоскость лап, выдерживая размер 1
2. Центровать 7 отверстий 27,32
3. Центровать 1 отверстие 14
4. Сверлить отверстие 14
5. Сверлить 4 отверстия 27
6. Сверлить 2 отверстия 32
7. Сверлить отверстие 30
8. Развернуть отверстие 30 под резьбу К 1/4"
9. Развернуть 2 отверстия 32
030 Слесарная:
1. Нарезать резьбу М16х1,5-7Н в 4 отверстиях 27
2. Нарезать резьбу К 1/4" в отверстии 30
050 Комплексная с ЧПУ (станок ИС800):
1. Фрезеровать торцы 5, 2 последовательно
2. Фрезеровать торцы 16, 24 последовательно
3. Расточить отверстие 7
4. Расточить 2 отверстия 8,19
5. Расточить отверстия 4,26 последовательно
6. Фрезеровать 2 канавки 9,21
7. Снять фаски в 8,11,18,23
8. Снять фаски 3,25
9. Снять фаску 29
10. Центровать 8 отверстий 33,34
11. Центровать 4 отверстия 35
12. Сверлить 4 отверстия 35
13. Сверлить 4 отверстия 34
15. Нарезать резьбу М8-7Н в 4 отверстиях 34
16. Нарезать резьбу М8-7Н в 4 отверстиях 35
17. Сверлить 4 отверстия 33
18. Нарезать резьбу М10-7Н в 4 отверстиях 33
060 Промывка
070 Контроль
Недостатком базового технологического процесса является: применение слесарной операции для нарезания резьбы в отверстиях Ø14,43+0,3, и резьбы
К 1/4" в отверстии Ø10,80,43. С целью концентрации операций, повышения степени механизации
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.