3 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
3.1 Расчетно-конструкторский анализ станочного приспособления.
3.1.1 Описание конструкции и принципа работы приспособления
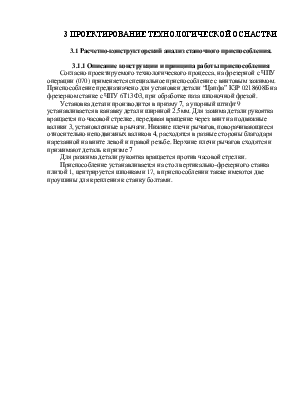
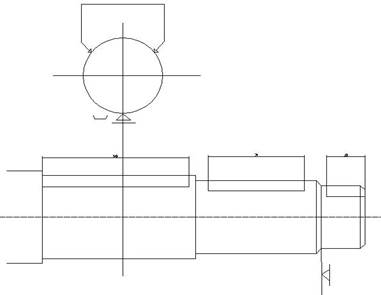
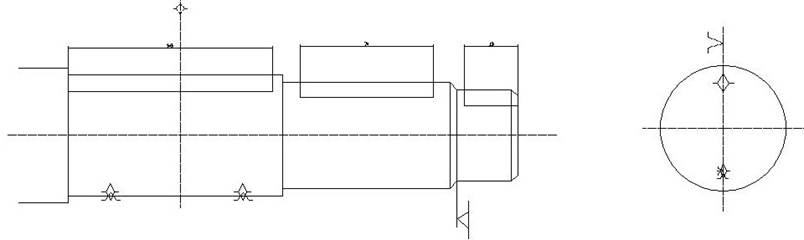
Согласно проектируемого технологического процесса, на фрезерной с ЧПУ операции (070) применяется специальное приспособление с винтовым зажимом. Приспособление предназначено для установки детали “Цапфа” КЗР 0218608Б на фрезерном станке с ЧПУ 6Т13Ф3, при обработке паза шпоночной фрезой.
Установка детали производится в призму 7, а упорный штифт 9 устанавливается в канавку детали шириной 2.5мм. Для зажима детали рукоятка вращается по часовой стрелке, передавая вращение через винт на подвижные валики 3, установленные в рычаги. Нижние плечи рычагов, поворачивающиеся относительно неподвижных валиков 4, расходятся в разные стороны благодаря нарезанной на винте левой и правой резьбе. Верхние плечи рычагов сходятся и прижимают деталь к призме 7
Для разжима детали рукоятка вращается против часовой стрелки.
Приспособление устанавливается на стол вертикально-фрезерного станка плитой 1, центрируется шпонками 17, в приспособлении также имеются две проушины для крепления к станку болтами.
3.1.2 Расчёт погрешности установки детали в приспособлении
Таблица 3.1 – Расчет погрешности установки
|
Задача |
|
|
Теоретическая схема базирования |
|
Окончание таблицы 3.1
|
Анализируемый размер |
Eб мм |
Eз мм |
Eу мм |
Т мм |
Вывод о возможности достижения заданной точности |
|
4 |
Eб=0, т.к. измерительная база совпадает с технологической базой |
0.07 |
|
0,3 |
Следовательно обработка возможна |
|
29 |
|
0.07 |
|
0,4 |
Следовательно обработка возможна |
|
6 |
Eб=0, т.к. размер обеспечивается инструментом |
0.07 |
0 |
0,3 |
Следовательно обработка возможна |
[Антонюк. С157-162]
3.1.3 Расчёт параметров силового органа приспособления
Рисунок 3.1 – Схема действия сил
1 Определение сил резания [15, с.281…291]:
 , Н (3.1)
, Н (3.1)
где Ср=68.2; х=0.86; u=1; q=0.86; w=0; y=0.72; n=0.89;
 H
H
Px=0.3∙979=293
Py=0.5∙979=489
2 Определение усилия зажима
W= H; (3.2)
H; (3.2)
где f – коэффициент трения по рабочим поверхностям зажимов, для гладких поверхностей, f1 =0,15
K – коэффициент запаса.
Определение коэффициента запаса [1, с. 199-207]:
K![]() , (3.3)
, (3.3)
где ![]() - гарантированный коэффициент запаса;
- гарантированный коэффициент запаса; ![]() =1,5;
=1,5;
![]() - для чистовой обработки;
- для чистовой обработки; ![]() =1,0;
=1,0;
![]() - коэффициент, учитывающий увеличение сил резания из-за прогрессирующего
затупления режущего инструмента;
- коэффициент, учитывающий увеличение сил резания из-за прогрессирующего
затупления режущего инструмента; ![]() =1,3;
=1,3;
![]() - коэффициент, учитывающий увеличение силы резания при прерывистом резании;
- коэффициент, учитывающий увеличение силы резания при прерывистом резании;
![]() =1,0;
=1,0;
![]() - коэффициент, учитывающий постоянство силы зажима при использовании винтового
зажима
- коэффициент, учитывающий постоянство силы зажима при использовании винтового
зажима ![]() =1,3;
=1,3;
![]() - при удобном расположении рукоятки;
- при удобном расположении рукоятки; ![]() =1
=1
![]() -коэффициент, учитываемый только при наличии крутящих моментов,
стремящихся повернуть заготовку;
-коэффициент, учитываемый только при наличии крутящих моментов,
стремящихся повернуть заготовку; ![]() =1,0;
=1,0;
![]()
W= =9572 H
=9572 H
3 Определение усилия на винтовом зажиме Q:
W·L1=Q·L2 (3.4)
где L1=60 мм; L2=90 мм; - плечи
Q=W![]() H;
H;
Q=9572·![]() =7777 H;
=7777 H;
4 Определение диаметра резьбы:
d=c· мм; (3.5)
мм; (3.5)
где Q – усилие, создаваемое винтовым зажимом, Q=7777 H;
c – Коэффициент для основных метрических резьб, с=1,4;
![]() - допускаемое напряжение материала, МПа
- допускаемое напряжение материала, МПа ![]() =100 МПа
=100 МПа
d=1,4· =17,4 мм (3.6)
=17,4 мм (3.6)
Принята метрическая резьба М17
3.2 Конструирование и расчет режущего инструмента
1 Рассчитать и сконструировать торцовую фрезу для подрезки торца в детали Цапфа КЗР 0218608Б. Материал режущей части фрезы принимаем твёрдый сплав Т15К6.
Геометрические параметры резца:
D=160мм; B=46; d=50мм; z=12; W=200; L=175мм.
2 Режимы резания:
Скорость движения подачи Sz=0,18мм/зуб
Частота вращения: n=153 мин-1
3 Диаметр отверстия под оправку:
 (3.7)
(3.7)
где Муст- суммарный момент при изгибе и скручивании оправки, Н·м
Главная составляющая силы резания при t=1,5 мм.
Силы резания:
 , Н (3.8)
, Н (3.8)
где Ср=825; х=1; y=0.75;
u=1,1; ![]() 1,3; w=0,2
1,3; w=0,2
 , Н
, Н
Равнодействующая сила P =1,411·Pz, Н (3.9)
P = 1,411·1315 = 1855 Н.
Расстояние между опорами l =35 мм.
Суммарный момент, действующей на фрезерную оправку
Муст =  , Н·м
(3.10)
, Н·м
(3.10)
Муст =  Н·м
Н·м
Допустимое напряжение на изгиб материала оправки принимаем σи.д=250МПа
(≈25 кгс/мм2).
 =36,4 мм
=36,4 мм
Принимаем ближайший диаметр отверстия фрезы по ГОСТ 9472-83 d=40 мм
4 Устанавливаем окончательно наружный диаметр фрезы :
D= 2.5d,мм (3.11)
D=2.5·40 = 100 мм
Принимаем ближайший диаметр фрезы по СТ СЭВ 201-75
D=160мм; длину фрезы L=175 мм. С учетом запаса вылета ножей на переточки принимаем максимальный наружный диаметр новой фрезы:
Dmax=160 js 16 (![]() )
)
5 Окончательное число зубьев фрезы:
Z= m√D (3.12) Определяем шаг зубьев фрезы: окружной торцовый шаг
Принимаем четко значение Z=12
6 Определяем шаг зубьев фрезы.
Окружной торцовый шаг .
Sокр=![]() ,
мм
(3,13)
,
мм
(3,13)
Sокр= мм
мм
Осевой шаг при w=200, ctg200≈2,75
Sос=![]() ∙ctgw
(3,14)
∙ctgw
(3,14)
Sос= мм
мм
7 Проверяем полученные величины Z и Sос на условие равномерного фрезерования.
 ,мм
(3,15)
,мм
(3,15)
 мм т.е условие равномерного
фрезерования обеспечено.
мм т.е условие равномерного
фрезерования обеспечено.
8 Отверстие шпоночного паза выполняем по ГОСТ 9472-83.
9 Определяем геометрические параметры рабочей части фрезы: главный задний угол α=120, передний γ=100
10 Выбираем материал фрезы: корпуса- Сталь40Х, ножей , клиньев У8А.
Назначаем твердость деталей фрезы после термической обработки: корпуса- 40…45HRC, режущей части ножей 63…66HRC, клиньев- 41,5…51,5HRC.
11 Допуски на основные элементы фрезы и других технических требований принимаем по ГОСТ 8721-69*.
Предельные отклонение размеров рифлений по ГОСТ 2568-71*.
3.3 Конструирование и расчёт или описание измерительного
инструмента или приспособления
Расчет исполнительных размеров скобы 53,9-0,19
1 Определение предельных отклонений размера детали:
es= 0;
ei= -0,19 мм
2 Определение предельных размеров детали:
dmax=D+es=53,9+0=53,9мм; (3.9)
dmin=D+ei=53,9+(-0,19)=53,71мм. (3.10)
3 Определение допуска Скобы:
Td= dmax-dmin =53,9-53.71=0,19 мм
Td=es-ei=0-0,19=0,19 мм (3.11)
Для квалитета f9 и интервала размеров “50 до 80” отклонения и допуск
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.