Фланец крепится с
помощью четырех болтов через отверстие ![]() .
.
Два резьбовых отверстия М12 служат для демонтажа фланца с корпуса коробки.
Корпус тормоза
крепится на фланец шестью отверстиями М12, расположенными на наружной
цилиндрической поверхности ![]() . Два отверстия
. Два отверстия ![]() служат для крепления корпуса
тормоза к фланцу.
служат для крепления корпуса
тормоза к фланцу.
Две радиусные канавки на торце фланца 6мм служат для отвода жидкости, попадающей под корпус тормоза в процессе эксплуотации.
В качестве материала заготовки выбран чугун с пластичным графитом СЧ20.
Чугун – это многокомпонентный, железоуглеродистый сплав с содержанием углерода свыше 2%, претерпевающий эвтектическое превращение. Этот сплав – наиболее распространенный материал для изготовления отливок благодаря свойствам и относительной дешевизне.
Область применения чугуна расширяется вследствие непрерывного повышения его прочностных и технологических свойств, а также разработки новых марок со специальными физическими и химическими свойствами.
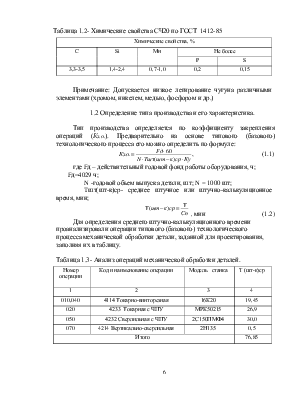
Таблица 1.1 – Механические свойства СЧ20 по ГОСТ 1412-85
|
Марка чугуна по СТ СЭВ 4560-84 |
Плотность р, кг/м3 |
Линейная усадка |
Модель упругости при растяжении Е |
Удельная теплоемкость при |
Теплопроводность при |
|
|
СЧ20 |
7,1 |
1,2 |
850-1100 |
480 |
54 |
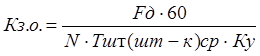
Таблица 1.2- Химические свойства СЧ20 по ГОСТ 1412-85
|
Химические свойства, % |
|||||
|
C |
Si |
Мн |
Не более |
||
|
P |
S |
||||
|
3,3-3,5 |
1,4-2,4 |
0,7-1,0 |
0,2 |
0,15 |
|
Примечание: Допускается низкое легирование чугуна различными элементами (хромом, никелем, медью, фосфором и др.)
1.2 Определение типа производства и его характеристика.
Тип производства определяется по коэффициенту закрепления операций (Кз.о.). Предварительно на основе типового (базового) технологического процесса его можно определить по формуле:
 , (1.1)
, (1.1)
где Fд – действительный годовой фонд работы оборудования, ч;
Fд=4029 ч;
N -годовой обьем выпуска детали, шт; N = 1000 шт;
Tшт(шт-к)ср- среднее штучное или штучно-калькуляционное время, мин;
 , мин (1.2)
, мин (1.2)
Для определения среднего штучно-калькуляционного времени проанализировали операции типового (базового) технологического процесса механической обработки детали, заданной для проектирования, заполняя их в таблицу.
Таблица 1.3- Анализ операций механической обработки деталей.
|
Номер операции |
Код и наименование операции |
Модель станка |
T (шт-к)ср |
|
1 |
2 |
3 |
4 |
|
010,040 |
4114 Токарно-винторезная |
16К20 |
19,45 |
|
020 |
4233 Токарная с ЧПУ |
МРК50215 |
26,9 |
|
050 |
4232 Сверлильная с ЧПУ |
2С150ПМФ4 |
30,0 |
|
070 |
4214 Вертикально-сверлильная |
2Н135 |
0,5 |
|
Итого |
76,85 |
||
При расчете среднего штучно-калькуляционного времени в знаменатель подставили число рабочих мест.

Kу- коэффициент ужесточения заводских норм; Ку=1,0.
По полученной величине Кз.о.= 12 тип производства – среднесерийное.
В зависимости от полученного типа производства определяем величину производственной партии.
Величина производственной партии:
 ,шт (1.3)
,шт (1.3)
где a – число дней, на которые необходимо иметь запас деталей.
a=2…5 дней – для крупных деталей;
a=3…15 дней – для средних деталей;
a=10…30 дней – для мелких деталей.
Для данной детали, а=7 дням.
Фр.д. – число рабочих дней в году;
Фр.д.=365-(104+8)=253 дня.
 шт.
шт.
В соответствии с полученным коэффициентом закрепления операций получили среднесерийный тип производства.
Среднесерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями и сравнительно большим объемом выпуска, чем в единичном производстве. При среднесерийном производстве используется легко переналаживаемое оборудование: универсальные станки, станки с ЧПУ, универсальную технологическую оснастку и режущий инструмент, недорогие станочные приспособления с ручным приводом.
Заготовкой служит отливка в песчано-глинистые формы при помощи стержневого оборудования для получения сквозного отверстия детали.
Базовый технологический процесс механической обработки детали характеризуется наличием большого числа универсального оборудования и ручных работ, что не соответствует характеристике полученного типа производства.
1.3 Анализ детали на технологичность.
Качественный анализ на технологичность.
Деталь Фланец
изготавливается из серого чугуна СЧ20 литьем, поэтому конфигурация наружного
контура и внутренних поверхностей не вызывает значительных трудностей при
получении заготовки. Тем не менее, даже при этом, формовка должна производится
с применением стержня, формующего внутренние поверхности. Для достижения
точности отверстия ![]() 80H9(+0,074)
требуется неоднократное растачивание. В остальном деталь достаточно
технологична, допускает применение высокопроизводительных режимов обработки,
имеет хорошие базовые поверхности для первоначальных операций, довольна проста
по конструкции. Поверхности детали могут быть обработаны на легкопереналаживаемых
станках с ЧПУ, с точки зрения точности и чистоты они не представляют
значительных технологических трудностей.
80H9(+0,074)
требуется неоднократное растачивание. В остальном деталь достаточно
технологична, допускает применение высокопроизводительных режимов обработки,
имеет хорошие базовые поверхности для первоначальных операций, довольна проста
по конструкции. Поверхности детали могут быть обработаны на легкопереналаживаемых
станках с ЧПУ, с точки зрения точности и чистоты они не представляют
значительных технологических трудностей.
Количественный анализ на технологичность заключается в расчете коэффициента унификации конструктивных элементов (КУ) и коэффициента использования материала (КИМ).
Для расчета Ку провели обработку элементов детали на соответствие стандартам. Отработка оформлена в виде таблицы 1.4.
Таблица 1.4 – Отработка элементов детали на соответствие стандартам.
|
Номер элемента |
Выдерживаемые размеры |
Стандарт на элемент |
|
1 |
2 |
3 |
|
1,20 |
48 |
ГОСТ6636-69 |
|
2 |
1,6 |
ГОСТ10948-64 |
|
3 |
|
ГОСТ6636-69 |
|
4 |
8( |
ГОСТ9833-73 ГОСТ6636-69 |
|
5 |
|
— |
|
6 |
25,5 |
ГОСТ8820-69 |
|
7,18 |
М12-7Н |
ГОСТ8724-81 |
|
8,19 |
1,6( |
ГОСТ10549-63 |
|
9 |
|
ГОСТ6636-69 |
|
10 |
|
ГОСТ8280-69 |
|
11 |
|
ГОСТ6636-69 |
|
12 |
3( |
ГОСТ10968-64 |
|
13 |
|
ГОСТ6636-69 |
|
14;17 |
1,5( |
— |
|
15 |
6(+0,3) 3( |
ГОСТ6636-69 |
|
16 |
|
ГОСТ6636-69 |
|
21 |
23( |
ГОСТ6636-69 |
 ,
(1.4)
,
(1.4)
где QУ.Э. - число конструктивных элементов детали, которые выполнены по стандартам или в соответствии с нормальными рядами размеров и конусов.
Qу.э.=17
QОбЩ. - число всех конструктивных элементов детали;
Qобщ.=21
-деталь технологична.
Коэффициент использования материала:
 , (1.5)
, (1.5)
где mД – масса детали, кг; mД=4,95 кг;
НРАСХ. – норма расхода материала, кг;
Данные по Н.расх предварительно подобрали по типовому (базавому) технологическому
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.