










Министерство образования Российской Федерации
Уральский государственный технический университет
Нижнетагильский технологический институт
Кафедра АТПС
Оценка
Руководитель проекта:
Выполнил студент:
Группа: 442 ЭАПУ
Н-Тагил
2002
Электрический привод – одна из областей науки, позволяющая использовать электрическую энергию в народном хозяйстве. Занимается вопросами преобразования электрической энергии в механическую.
В курсовом проекте было предложено рассчитать один из реально существующих электрических приводов, а так же обеспечить созданному приводу все необходимые эксплуатационные и энергетические параметры.
Мною был выбран станок IB502 токарно-карусельный, специальный. Предназначен данный станок для обработки железнодорожных колёс. НТМК является монополистом в данной области, занимается же данным производством колёсо-бандажный цех. Станок, предназначенный для обработки колёс, имеет четыре суппорта и в общей сложности более сорока двигателей. Можно было выбрать либо главный привод, либо любой из приводов подачи. Мной был выбран горизонтальный привод подачи левого бокового суппорта. Его я и рассчитывал.
Станок токарно-карусельный специальный IB502 предназначен для обработки железнодорожных колёс. В станке присутствуют четыре суппорта, каждый из которых осуществляет перемещения, как по вертикали, так и по горизонтали. Так как суппорт имеет две координатные оси перемещения: горизонтальную (ось X) и вертикальную (ось Z), привод подачи состоит из двух равноценных однокоординатных приводов - привода перемещений салазок суппорта и привода перемещений ползуна.
В соответствии с заданием на курсовой проект, мною был выбран привод горизонтальной подачи левого бокового суппорта.
Привод подачи предназначен для перемещения суппорта и задания скорости перемещения. Каждый из приводов состоит из высокомоментного электродвигателя постоянного тока со встроенным тахогенератором и пристроенным круговым фотоимпульсным датчиком, механизма подачи, включающего в себя редуктор, ходовой винт и зубчатую передачу, и системы управления. В систему управления входят электронные блоки управления и тиристорный преобразователь.
Питание к тиристорному преобразователю подаётся через уравнительные дроссели. Электродвигатель, тиристорный преобразователь и дроссели входят в состав комплектного регулируемого электропривода подачи.
Привод осуществляется от высокомоментного двигателя постоянного тока. Резание металла происходит с постоянной скоростью, которая зависит от вида металла, и не может быть превышена без потери качества обработки колеса.
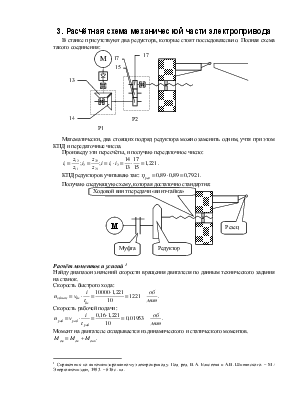
Выбрав только горизонтальные движения, можно представить привод подачи в стандартном виде: двигатель, редуктор, ходовой винт, «гайка», рабочая машина с резцом.
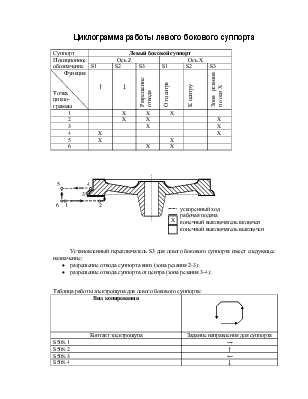
Вал двигателя соединяется с валом редукторов через муфту. Механических передач стоит две, как показано на рисунке в пункте 3. Скорости у двигателя две – скорость быстрого хода, когда рабочий механизм подводится к заготовке и скорость резания. Скорость резания постоянна, и зависит только от свойств металла. Определяется экспериментально как некий баланс между скоростью обработки и качеством продукции. Переключение скоростей можно производить плавно, но можно и ступенчато. Как показано на циклограмме, дойдя до точки 2, суппорт замыкает контакт S3 электрощупа, и даёт сигнал о вхождении в зону резания по оси X. В этот момент можно «сбросить» скорость любым из способов.
Обработка детали производится по-разному, но в среднем, это время около 3-х минут и 12 секунд. Стружка снятого металла не прямоугольной формы, а трапецеидальной (трапеция даже немного выпукла), но наклон настолько мал, что можно считать, что резец прямоугольный, и нагрузка распределена равномерно.
|
Суппорт |
Левый боковой суппорт |
|||||
|
Позиционное обозначение |
Ось Z |
Ось X |
||||
|
S1 |
S2 |
S3 |
S1 |
S2 |
S3 |
|
|
Функция Точка циклограммы |
↑ |
↓ |
Разрешение отвода |
От центра |
К центру |
Зона резания по оси X |
|
1 |
X |
X |
X |
|||
|
2 |
X |
X |
X |
|||
|
3 |
X |
X |
||||
|
4 |
X |
X |
||||
|
5 |
X |
X |
||||
|
6 |
X |
X |
||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.