|
Наименование параметров |
Данные |
|
1. Наибольший диаметр обрабатываемой заготовки, мм |
1200 |
|
1.1. Диаметр круга катания обрабатываемого железнодорожного колеса, мм |
830-1058 |
|
2. Наибольшая высота обрабатываемой заготовки, мм |
300 |
|
3. Наибольшая масса обрабатываемой заготовки, кг |
1000 |
|
4. Диаметр планшайбы стола, мм |
1400 |
|
5. Расстояние от основания станка до рабочей поверхности планшайбы, мм |
1180 |
|
6. Количество верхних суппортов правых левых |
1 1 |
|
7. Количество боковых суппортов правых левых |
1 1 |
|
8. Регулирование частот вращения планшайбы |
переключателем на 20 позиций |
|
9. Пределы частот вращения планшайбы, об/мин |
1,0-75 |
|
10. Наибольший, допустимый крутящий момент на планшайбе, кН∙М |
36 |
|
11. Наибольшее допустимое усилие резания, кН для правых суппортов для левых суппортов |
50 35 |
|
12. Напряжение питающей сети, В |
380 |
|
13. Мощность электродвигателя привода главного движения, кВт |
70 |
|
14. Номинальная/максимальная частота вращения электродвигателя привода главного движения, об/мин |
800/3000 |
таблица 1
Режим работы станка в автоматическом цикле приведен на рис.2 и таблице 2.
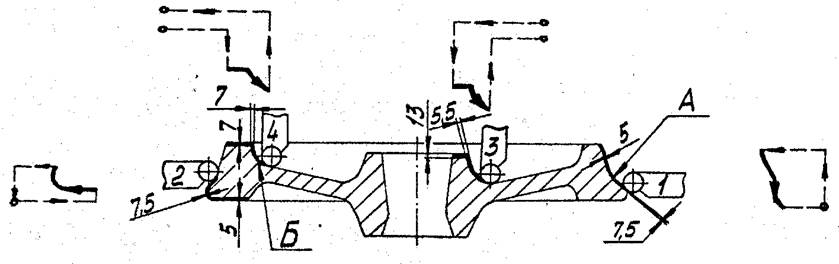
рис. 2
|
Обрабатываемая деталь |
Инструмент |
№ суппорта |
Элементы режимов |
||||
|
Тип |
Обозначение |
t,мм мах |
S мм/об |
n, об/мин |
N, кВт (расчётная) |
||
|
Колесо цельнокатаное по ГОСТ 9036-76 НВ 248...255 |
Резец чашечный и стружкозавиватель |
12090 ГОСТ 25403-82 42050 ГОСТ 25418-82; |
1 |
20 в точке А |
1,13 |
30 |
106 |
|
2 |
7,5 |
1,25 |
|||||
|
3 |
13 |
1,08 |
|||||
|
4 |
11в точке Б |
1,08 |
|||||
Таблица 2
Время работы станка в автоматическом цикле 7,5 минут. Перерыв в работе достигает 5 минут.
Выполнение общего цикла осуществляется в следующей последовательности: включается электродвигатель главного привода, который, набрав рабочее число оборотов, даёт команду на включение электродвигателей редукторов подач суппортов. Суппорты на максимальных скоростях приближаются к изделию. В непосредственной близости от изделия происходит вход суппортов в зону резания. Правый верхний суппорт (ПВС) переходит на рабочую подачу и продолжает работать в копировальном режиме согласно циклограмме. Остальные суппорты останавливаются. Выйдя из зоны сближения с прижимной головкой, ПВС подаёт команду на выполнение прижима. Шток механизма прижима поднимает головку со взведёнными прижимными рычагами в положение над торцем ступицы. Затем головка опускается, прижимные рычаги упираются в торец ступицы и прижимают изделие к опорам планшайбы. Остальные три суппорта также включаются в работу в копировальном режиме.
После окончания копирования суппорты на максимальной скорости перемещаются в исходные положения. На останов главного привода подаёт команду суппорт, который последним заканчивает работу. Одновременно по сигналу на останов главного привода происходит отжим изделия в следующей последовательности:
- головка поднимается, рычаги в ней опадают, вписываясь в габарит головки;
- шток механизма прижима опускает головку в исходное положение, прохода сквозь отверстие в ступице изделия;
- в исходном положении взводятся прижимные рычаги, подготавливаясь для следующего цикла.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.