необхідного напрямку рухові різального інструмента відносно оброблюваної поверхні).
4 Допоміжні (ділильні або поворотні) елементи призначені для точної зміни положення оброблюваної поверхні заготівки відносно різального інструмента.
5 Корпуси пристосувань -основна частина (деталь), на якій розміщені зазначені вище елементи, або частина з них.
6 Кріпильні елементи призначені для з’єднання окремих елементів між собою.
7 Механізований привід призначений для затиску оброблюваної заготівки. У деяких пристосуваннях встановлення та затиск оброблюваної заготівки виконують одним механізмом - встановлювально-затискним.
5.10.2 Методика розрахунку сил затискання
Загальний підхід та коефіцієнт запасу. Перед розрахунком величини сил затискання визначається схема встановлення та закріплення заготівки в пристосуванні, місце прикладення та напрямок дії сил і їхніх моментів. Розрахунок сил затискання зводиться до розв’язання задачі статики на рівновагу заготівки, яка знаходиться під дією прикладених до неї всіх зовнішніх сил та моментів (сил різання, затискання, ваги, інерційних сил, відцентрових сил, реакції опор, сил тертя).
Величину сил різання та їх моментів визначають із умов обробки за
формулами теорії різання або користуючись таблицями їз нормативних довідників.
Для забезпечення надійності затискування сили різання збільшують на коефіцієнт
запасу ![]() :
:
![]() , (5.89)
, (5.89)
де ![]() - гарантований коефіцієнт запасу (рекомендується
обирати для всіх випадків
- гарантований коефіцієнт запасу (рекомендується
обирати для всіх випадків ![]() );
);
![]() - враховує зростання сил різання при затупленні
інструмента
- враховує зростання сил різання при затупленні
інструмента
(табл. 5.41);
![]() - враховує зміну величини припуску заготівок і
становить:
- враховує зміну величини припуску заготівок і
становить:
1,0 - для чистових та оздоблювальних операцій та 1,2 - для чорнової обробки;
![]() - враховує зростання сил різання при перервному різанні
- враховує зростання сил різання при перервному різанні
(![]() при точінні);
при точінні);
![]() - враховує вид приводу й становить: 1,0 для механізованого приводу (пневматичного, гідравлічного,
електричного та ін.)
- враховує вид приводу й становить: 1,0 для механізованого приводу (пневматичного, гідравлічного,
електричного та ін.)
та 1,3 для ручного затискування;
![]() - враховує зручність розміщення рукоятки для ручних затискних пристроїв (
- враховує зручність розміщення рукоятки для ручних затискних пристроїв (![]() );
);
![]() - враховує наявність моментів, які намагаються
повернути заготівку на опорах і становить 1,5 при
встановленні на пластини або інші елементи з великою поверхнею
та 1,0 для встановлення на опори з обмеженою площиною
контакту
- враховує наявність моментів, які намагаються
повернути заготівку на опорах і становить 1,5 при
встановленні на пластини або інші елементи з великою поверхнею
та 1,0 для встановлення на опори з обмеженою площиною
контакту
(штирі та ін.).
Таблиця 5.41 – Коефіцієнт запасу ![]()
|
Метод обробки |
Складові сил різання |
|
Примітка |
|
Свердління |
Крутний момент Осьова сила |
3,0 1,15 1,10 |
Для сталі Для чавуну |
|
Попереднє зенкерування (по кірці) |
Крутний момент Осьова сила |
1,3 1,2 |
Зношування задньої поверхні до 1,5 мм |
|
Чистове зенкерування |
Крутний момент та осьова сила |
1,2 |
Зношування задньої поверхні до 0,7...0,8 мм |
|
Попереднє точіння та розточування |
|
1,0 |
|
|
|
1,2 1,4 |
Для чавуну Для сталі |
|
|
|
1,25 1,6 |
Для чавуну Для сталі |
|
|
Чистове точіння та розточування |
|
1,05 1,0 |
Для чавуну Для сталі |
|
|
1,4 1,05 |
Для чавуну Для сталі |
|
|
|
1,3 1,0 |
Для чавуну Для сталі |
Продовження таблиці 5.41
|
Метод обробки |
Складові сил різання |
|
Примітка |
|
Циліндричне попереднє та чистове фрезерування |
Колова сила |
1,6...1,8 1,2...1,4 |
Для в’язких сталей (нержавіючих) Для твердих сталей та чавуну |
|
Шліфування |
Колова сила |
1,15…1,2 |
|
|
Протягування |
Сила протягування |
1,5 |
При зношуванні по заданій поверхні до 0,5 мм |
Величину необхідних сил затискування необхідно розрахувати з найбільшою точністю, що забезпечить зменшення вартості виготовлення та експлуатації пристосування за рахунок зменшення його маси, габаритів та інших параметрів.
Схеми встановлення (обробки) заготівки наведені на рис. 5.12.
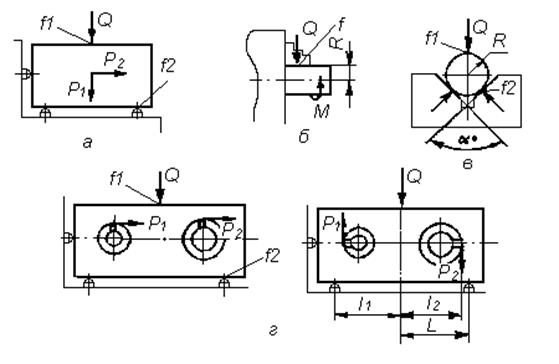
Рисунок 5.12 – Схеми обробки
Для розрахунку необхідної сили затискування спочатку намічають схему встановлення заготівки та визначають напрямок дії сил різання та затискування.
Розрахунок сил затискування для варіанту наведеного на рис. 5.12, а виконують за такою формулою:
![]() , (5.90)
, (5.90)
де ![]() - коефіцієнт запасу (до 1,5...8 - залежно від режиму обробки, зношування різального інструменту, коливання величини сили затискування та ін.);
- коефіцієнт запасу (до 1,5...8 - залежно від режиму обробки, зношування різального інструменту, коливання величини сили затискування та ін.);
![]() - коефіцієнти
тертя між заготівкою та затискним і встановлювальними елементами пристосування;
- коефіцієнти
тертя між заготівкою та затискним і встановлювальними елементами пристосування; ![]() при встановлені на плоскі опори;
при встановлені на плоскі опори; ![]() при встановленні
при встановленні
необробленими поверхнями на опори із сферичною
голівкою; ![]() при
встановленні необробленими поверхнями на опори із рифленою голівкою.
при
встановленні необробленими поверхнями на опори із рифленою голівкою.
Для рис. 5.12, б при встановленні в трикулачковому патроні:
![]() ,
(5.91)
,
(5.91)
де ![]() - момент різання;
- момент різання;
![]() - радіус заготівки;
- радіус заготівки;
![]() - коефіцієнт тертя між кулачком та заготівкою.
- коефіцієнт тертя між кулачком та заготівкою.
Для рис. 5.12, в при встановленні циліндричної заготівки в призму:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.