1 Общая часть
1.1 Характеристика детали
Материал и его свойства.
Деталь типа головка предназначена для работы в составе сборочного механизма, передающего и преобразующего вращательное движения. В конструкции детали имеется сквозное отверстие диаметром 32Н7. Внутренняя поверхность отверстия имеет шероховатость Ra 3,2 мкм. С торцовой поверхности деталь имеет внутреннее резьбовое отверстие с резьбой М20. Это основная метрическая резьба с крупным шагом. На верхней поверхности детали имеется отверстие диаметром 6 мм, шероховатость Ra 3,2 мкм. Деталь имеет точные размеры диаметром 32Н7 и резьбовое отверстие М6. К детали предъявляются следующие требования: отверстие 32Н7 необходимо выполнять по седьмому квалитету точности, основного отверстия диаметром 32Н7 выполняется по параметру шероховатости Ra 1,6 мкм, контроль калибр-пробка.
Данная деталь изготавливается из материала сталь 45 ГОСТ 1050-88. Сталь 45 достаточно хорошо обрабатывается резанием. По обрабатываемости резанием сталь 45 относится к V группе с коэффициентом обрабатываемости КVm=1,1. Твердость стали НВ 197, Qв=850 МПа.
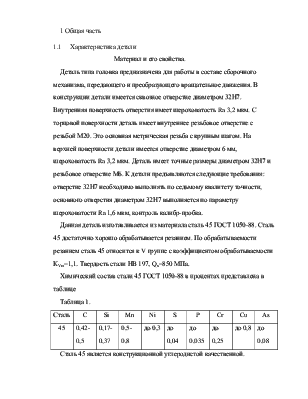
Химический состав стали 45 ГОСТ 1050-88 в процентах представлена в таблице
Таблица 1.
|
Сталь |
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
As |
|
45 |
0,42-0,5 |
0,17-0,37 |
0,5-0,8 |
до 0,3 |
до 0,04 |
до 0,035 |
до 0,25 |
до 0,8 |
до 0,08 |
Сталь 45 является конструкционной углеродистой качественной.
1.2 Характеристика заданного типа производства. Расчет партии детали;
Для заданных условий обработки резанием детали типа головка называется серийный тип производства. Серийное производство предусматриваем одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск которого повторяется в течении продолжительного времени. Под серией понимается выпуск ряда, одновременно или последовательно и непрерывно в течении планового периода.
Основные особенности организации серийного производственного процесса:
· Постоянство относительно большой номенклатуры повторяющейся продукции, изготовленной в значительных количествах;
· Спецификация рабочих мест для выполнения нескольких операций, и закрепленных за определенными рабочими;
· Периодичность изготовления деталей сериями, обработки деталей партиями;
· Преобладание специального и специализированного оборудования, и технологической оснащения;
· Наличие незначительного объема рабочих, сборочных и доводочных операций;
· Преимущественная численность рабочих средней квалификаций;
· Незначительная длительность производственного планирования руководством;
· Автоматизация контроля качества изготовляемой продукции;
· Применение статических методов управления качеством продукции;
· Унификация конструкций деталей и изделий;
· Типизация технологических процессов и оснастки;
Примером серийного выпуска продукции могут служить самолетостроительные заводы. В зависимости от качества одновременно изготавливаемых изделий. В серии принимают мелкосерийное, среднесерийное и крупносерийное производство.
Партией принято называть определенное количество заготовок, одновременно поступающих для обработки на одно рабочее место.
Количество заготовок (деталей) в партии определяется по формуле:
N=![]() , (1)
, (1)
где n-годовой выпуск продукции;
f-число дней, на которое необходимо иметь запас деталей 12;
F-количество рабочих дней в году.
N=![]()
1.3 Анализ конструкции детали на технологичность.
Технологичность конструкции детали ГОСТ 1050-88, как совокупность определяемых свойств определяющих затраты на ее производство. Для оценки конструкции детали на технологичность производится анализ ее поверхности, результаты которого записываются в таблицу.
Технологичность детали-это все то, что влияет на упрощение технологического процесса, снижение ее трудоемкости и себестоимости. Жесткость детали достаточно и не ограничивает режимы резания. С учетом применяемых приспособлений конструктивные элементы детали являются удобные в процессе обработки. Для измерения точности поверхности используются стандартные мерительные инструменты.
Конструкция детали оценивается по качественным и количественным показателям. Качественный анализ осуществляется по следующим параметрам детали:
Заданная точность поверхностей деталей соответствует экономической точности станков;
Обрабатываемый материал сталь 45 ГОСТ 1050-88
Качественный анализ детали приведен в таблице 2.
Таблица 2
|
наименование |
Конструктивные элементы |
Параметры шероховатости, Ra, мкм. |
Квалитет точности |
|
|
Количество поверхностей |
унифицированные |
|||
|
Диаметр 40 |
1 |
1 |
6,3 |
14 |
|
Резьба М6 |
2 |
2 |
6,3 |
14 |
|
Радиус 30 |
1 |
1 |
3,2 |
14 |
|
Длина 32 |
1 |
1 |
6,3 |
14 |
|
Резьба М 20 |
1 |
1 |
3,2 |
14 |
|
Длина 25 |
1 |
1 |
6,3 |
14 |
|
Длина 32±0,2 |
1 |
1 |
6,3 |
14 |
|
Отверстие ø32 |
1 |
1 |
1,6 |
7 |
|
Длина 25±1 |
1 |
1 |
3,2 |
14 |
|
Длина 60 |
1 |
1 |
3,2 |
14 |
|
Фаски 1,6×45 |
1 |
3,2 |
14 |
|
|
Торцевые поверхности |
2 |
6,3 |
14 |
|
|
итого |
14 |
11 |
||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.