Станок 2Р135Ф2-1 предназначен для сверления, зенкерования, развертывания, нарезания резьбы, торцового фрезерования, деталей в условиях мелкосерийного и среднесерийного производства. Наличие на станке шестипозиционной револьверной головки для автоматической смены режущего инструмента и крестового стола позволяет осуществлять координатную обработку деталей типа крышек, фланцев, панелей и других деталей без предварительной разметки и без применения кондукторов.
Станок 2Р135Ф2-1 имеет следующие технические данные:
- наибольший диаметр сверления мм,…………………………………..35
-наибольший диаметр нарезаемой резьбы мм,……………………… .М24
-число инструментов……………………………………………………… .6
- число частот вращения шпинделя:
общее ………………………………………...18
по программе …………………………………………18
- частота вращения шпинделя об/мин,………………………. ..31,5 – 1400
-число подач по оси Z …………………………………………………….18
- рабочая подача по оси Z мм/мин, …………………………………10 – 500
-скорость быстрого перемещения по осям X ; Y мм/мин,…………….3800 по оси Z ………………………….3850
-рабочая поверхность стола мм, …………………………………..400×630
Станок оснащен устройством числового программного управления типа «Координата С70-3», с числом управляемых координат-3; одновременное управление может осуществляться при позиционировании по двум координатам X и Y; задание размеров в программе в абсолютных координатах. В качестве программоносителя применяют восьмидорожковую перфоленту шириной 25,4 мм. Кодирование по ISO – 7 bit. Дискретность перемещений – 0,01 мм.
Станок снабжен резьбонарезной головкой служащей для нарезания резьбы машинным метчиком. Резьбонарезная головка может быть установлена в любую позицию револьверной головки. При нарезании резьбы используется копир, винт – гайку с шагами 1,0; 1,25; 1,5; 1,75; 2,0; 3,0 мм, набор сменных цанг для закрепления метчиков, переходные квадраты.
Движениями в станке являются:
- главное движение. Это движение осуществляет рабочий шпиндель станка с режущим инструментом;
- вертикальная подача суппорта с револьверной головкой;
- поворот револьверной головки;
- выпрессовка инструмента из шпинделей револьверной головки;
- позиционирование стола;
- перемещение салазок.
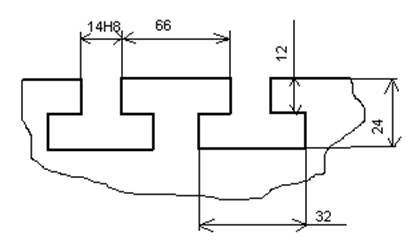
На рисунке показано посадочное место станка для сопряжения с установочными элементами приспособления.
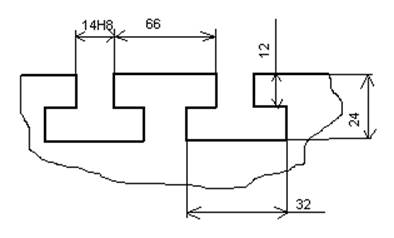
Рисунок 1 – Посадочное место стола станка 2Р135Ф2-1
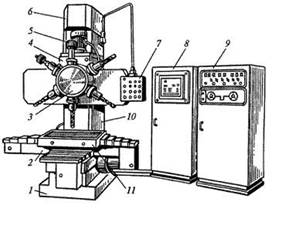
Рисунок - Вертикально-сверлильный станок с ЧПУ модели 2Р135Ф2-1
Станок 692А
Для выполнения технологической операции назначается шпоночно-фрезерный специализированный станок модели 692А.
Станок 692А имеет следующие технические данные:
-размеры рабочей поверхности стола, мм …………………..160Х630
-наибольшие перемещения стола, мм , вертикальное…………….320
продольное………………400
поперечное………………160
-мощность главного привода, кВт…………………………………..2,2
-число скоростей главного движения………………………………..12
-число подач стола…………………………………………………….12
-внутренний конус шпинделя………………………………………7:24
 Предназначен станок для
выполнения операций фрезерования плоскостей, пазов, уступов и т.п. Применяется
станок в условиях мелкосерийного и серийного производства. На рисунке показано
посадочное место станка, с которым сопрягается проектируемое приспособление
Предназначен станок для
выполнения операций фрезерования плоскостей, пазов, уступов и т.п. Применяется
станок в условиях мелкосерийного и серийного производства. На рисунке показано
посадочное место станка, с которым сопрягается проектируемое приспособление
Рисунок – Посадочное место станка
Станок работает в полуавтоматическом цикле, который обеспечивает получение маятниковой подачи с периодическим вертикальным врезанием фрезы.
Рисунок – Шпоночно-фрезерный станок 692А
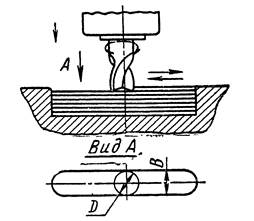
Рисунок –Схема обработки шпоночного паза маятниковой подачей
Станок 6Р13РФ3
Для фрезерования кулачков назначается вертикально-фрезерный станок с числовым программным управлением модели 6Р13РФ3 с револьверной головкой на шесть инструментов. Причиной выбора именно этого станка является то, что обработку кулачков необходимо вести двумя режущими инструментами. Сначала фрезеруют цилиндрической концевой фрезой пазы, а затем угловой специальной фрезой фрезеруют скосы. Наиболее трудоемким переходом в данном случае является переход по фрезерованию пазов концевой фрезой по которому будет расcчитан привод зажимного устройства приспособления.
Станок 6Р13РФ3 предназначен для обработки плоских и пространственных деталей сложного профиля в условиях единичного и мелкосерийного производства торцовыми и концевыми фрезами, а также сверлами, зенкерами и развертками, установленными в револьверной головке.
По управляющей программе происходит автоматический поворот
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.