Задача 1.1
Определить возможна ли на станке надежная обработка деталей с заданным допуском, если по результатам измерения n деталей получены значения выборочного среднего квадратического S. Номинальный размер d=40мм, заданное отклонение IT12, объем выборки n=20, выборочное среднее квадратическое отклонение S=25мкм. Распределение размеров принять соответствующим закону нормального распределения.
Решение:
По таблицам определяется допуск размера d=40мм детали по двенадцатому квалитету Т=250 мкм.
Генеральное среднее квадратическое отклонение
s=р×S, (1)
где р – коэффициент, зависящий от объема n выборки. Для нормального распределения
 (2)
(2)
s=1,474×25=36,86мкм, (3)
Поле рассеивания размеров заготовок
w=6×s=6×36,86=221,15мкм, (4)
с учетом запаса
в 20% получаем ![]() .
.
 - обработка без брака невозможна
- обработка без брака невозможна
Ответ: Обработка без брака невозможна
Задача 1.2
Определить по какому квалитету точности может быть выполнена обработка деталей на станке, если по результатам измерения выборки объемом n для заданного размера d получено выборочное среднее квадратическое отклонение S. Номинальный размер d=60мм, объем выборки n=25, выборочное среднее квадратическое отклонение S=35мкм. Оценить надежность обработки с указанной точностью.
Распределение размеров принять соответствующим закону нормального распределения.
Решение:
Генеральное среднее квадратическое отклонение
s=р×S, (5)
где р – коэффициент, зависящий от объема n выборки. Для нормального распределения
 (6)
(6)
s=1,424×35=49,84мкм,
Поле рассеивания размеров заготовок
w=6×s=6×49,84=299,04мкм.
с учетом запаса
в 20% получаем ![]() .
.
По таблицам для данного размера выбираем 12 квалитет TD=300мкм
Коэффициент запаса
 , (7)
, (7)
Ответ: По 13 квалитету точности может быть выполнена обработка на станке.
Задача 1.3
Станок настроен на обработку партии заготовок в размер L с отклонением ±TL/2. мгновенное поле рассеивания равно ωм. После обработки каждой детали координата середины мгновенного поля рассеивания деталей возрастает на D ωм . первоначальная настройка станка выполнена на размер L н. сколько заготовок можно обработать до первой поднастройки станка?
Дано: Номинальный размер L=32 мм
Поле допуска TL=100мкм
Мгновенного поля рассеивания ωм =8мкм
D ωм =4мкм
Начальный настроечный размер Lн =31,961мм
Решение:
При правильной настройке
 ,
(8)
,
(8)
Найдем смещение от середины
![]() , (9)
, (9)
Приданной настройке получим
 , (10)
, (10)
Ответ: N=14 шт.
Задача 1.4
Определить число годных деталей, исправимого и неисправимого брака при данной настройке в случае обработки в размер D партии из N деталей, если по результатам измерения n деталей определено выборочное среднее квадратическое отклонение S и среднее арифметическое значение размера обработанных деталей D ср
Распределение размеров принять соответствующим закону нормального распределения.
Дано: Номинальный размер 50 мм;
Поле допуска h11;
Объем партии N =500;
Объем выборки n=50;
Выборочное среднее квадратическое отклонение S=35 мкм;
Среднее арифметическое значение размера деталей Dср =49,88 мм;
Решение:
Определим размер допуска для размера 50h11(-0.16)
 , (11)
, (11)
![]() , (12)
, (12)
Определим аргумент функции
 , (13)
, (13)
 , (14)
, (14)
По таблице определим интегральную функцию нормированного нормального закона распределения:
 , (15)
, (15)
![]() .
.
Определим значение брака в долях :
![]() , (16)
, (16)
![]() , (17)
, (17)
Определим значение брака в штуках:
![]() , (18)
, (18)
![]() , (19)
, (19)
Ответ: Fиспр=2 шт Fнеиспр=95 шт Nгод=403шт
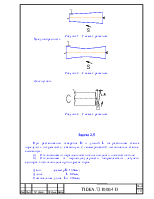
Задача 1.5
Для условий чистовой обработки в размер D с указанным полем допуска определить наладочный размер Dн при котором исключена вероятность неисправимого брака, если генеральное среднеквадратичное отклонение равно σ, а погрешность настройки Dн. Вычислить вероятный процент исправимого брака деталей при данной наладке станка, оценить точность процесса обработки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.