Введение
 Задачами практики является закрепление и
расширение теоретических знаний. Накопление сведений, теоретических знаний и
навыков, необходимых для успешного выполнения курсовых и т.п. Кроме того,
необходимо ознакомиться с порядком работы завода, а также с его внутренней
атмосферой. Каждому студенту необходимо ознакомиться с работой основных видов
универсальных и автоматизированных металлорежущих станков и овладеть навыками
работы на одном из таких станков, ознакомиться с применяемым в цехе металлорежущим,
мерительным инструментом и технологической оснасткой. Также необходимо
ознакомиться с работой станков-автоматов и автоматических линий, обращая особое
внимание на особенности конструкций и согласованность работы всех станков,
транспортных и загрузочных устройств, ознакомиться с организацией труда на
рабочем месте станочника, с обязанностями мастера, начальника участка и начальника
цеха, ознакомиться с вопросами охраны труда, техники безопасности и
противопожарной безопасности.
Задачами практики является закрепление и
расширение теоретических знаний. Накопление сведений, теоретических знаний и
навыков, необходимых для успешного выполнения курсовых и т.п. Кроме того,
необходимо ознакомиться с порядком работы завода, а также с его внутренней
атмосферой. Каждому студенту необходимо ознакомиться с работой основных видов
универсальных и автоматизированных металлорежущих станков и овладеть навыками
работы на одном из таких станков, ознакомиться с применяемым в цехе металлорежущим,
мерительным инструментом и технологической оснасткой. Также необходимо
ознакомиться с работой станков-автоматов и автоматических линий, обращая особое
внимание на особенности конструкций и согласованность работы всех станков,
транспортных и загрузочных устройств, ознакомиться с организацией труда на
рабочем месте станочника, с обязанностями мастера, начальника участка и начальника
цеха, ознакомиться с вопросами охраны труда, техники безопасности и
противопожарной безопасности.
Учебная практика проходила на электромашиностроительном заводе ЛЕПСЕ, расположенном по адресу 610006, Октябрьский просп. 24.
На рисунке 1 приведены фотографии некоторых цехов, имеющихся на заводе.

Рисунок 1 – Механические цеха завода ОАО «ЛЕПСЕ»
1 Освоение работы на металлорежущем оборудовании
Широко-универсальный фрезерный станок модели CФ 676 предназначен как для горизонтального фрезерования различных поверхностей изделий цилиндрическими, дисковыми и другими фрезами, так и вертикального фрезерования торцевыми, концевыми, шпоночными и другими фрезами поверхностей, расположенных горизонтально, вертикально и под различными углами.
Наличие широкого ряда частот вращения шпинделей, рабочих и ускоренных подач обеспечивает экономическую обработку различных деталей за счет применения высоких режимов резания и сокращения вспомогательного времени.
На станке возможно также выполнение разнообразных расточных, сверлильных, разметочных и других операций с высокой точностью, которую можно достигнуть, если станок установлен в помещении с температурой +200±20С и влажностью воздуха 65 ±5% и если вблизи станка нет источников тепла.
Станок используется в инструментальных и экспериментальных цехах, а также в механических цехах мелкосерийного и индивидуального производства.
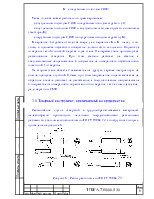
Компоновка станка СФ676 вертикальная (рисунок 2), узел инструмента расположен над заготовкой.
Рисунок 2 – Общий вид станка и органы управления
Техническая характеристика станка
- размеры рабочей поверхности стола, мм ширина………………………………………………………………………...250
длина……………………..................................................................................630
- наибольший продольный ход стола, мм…………………………………..450
- наибольший вертикальный ход консоли, мм……………………………..380
- число Т-образных пазов………………………………………………………3
- расстояние от оси шпинделя до вертикальных направляющих, мм…….460
- пределы поворота шпиндельной головки, град…………………………..±90
- наибольший ход шпиндельной бабки, мм ………………………………...300
- число частот вращения шпинделя:
горизонтального………………………………………………………….…….16
вертикального………………………………………………………….……….16
- пределы частот вращения шпинделя, об/мин горизонтального……………………………………………………….....50-1630
вертикального……………………………………………………….…...63-2040
- количество подач стола:
продольных……………………………………………………………...……...16
поперечных……………………………………………………………………..16
вертикальных………………………………………………………...…………16
- пределы подач стола, мм/мин:
продольных………………………………………………………………...13-395
поперечных………………………………………………………………...13-395
вертикальных……………………………………………………………...13-395
- ускоренный ход стола, мм/мин продольный и вертикальный………………………………………………...935
- ускоренный ход шпиндельной бабки, мм/мин……………………………935
- электродвигатель тип……………………………………………………………….....АИР100С4УЗ
мощность, кВт…………………………………………………………………...3
частота вращения, об/мин…………………………………………………..2800
Станок состоит из основных узлов, органически определяющих
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.