![]() ,
(40)
,
(40)
где Ср=0,0027, х=0,9, y=0.75, n=2.
Кр – коэффициент, учитывающий фактические условия резания. , определяется по формуле
![]() ,
,
![]() ,
,
Подставляя найденное значение, получим
![]() .
.
Ответ: Погрешность обработки 2Dупр =137,44 мкм.
Задача 2.4
Определить вид погрешности токарной
обработки, вызванной геометрической неточность станка ![]() вследствие:
вследствие:
a) Отклонения от параллельности в горизонтальной плоскости оси вращения шпинделя направлению перемещения суппорта при работе с продольной подачей
b) Отклонения от параллельности в вертикальной плоскости оси вращения шпинделя направлению перемещения суппорта при работе с продольной подачей
c) Отклонение от перпендикулярности траектории перемещения поперечных салазок суппорта к оси шпинделя при работе с продольной подачей
Решение:
a)конусообразность
Рисунок 1 – Схема к решению
b)седлообразность
Рисунок 2 – Схема к решению
c)вогнутость
Рисунок 3 – Схема к решению
Задача 2.5
При растачивании отверстия D и длиной L на расточном станке определить погрешность, связанную с геометрической неточностью станка, вызванную:
a) Отклонением от параллельности оси шпинделя и плоскости стола;
b) Отклонением от перпендикулярности направляющих летучего суппорта к оси шпинделя при подрезке торца
Дано: диаметр D=150мм;
Длина L=60мм;
Номинальная длина Lн=250мм;
Станок алмазно - расточной горизонтальный;
Класс точности В;
Допускаемое значение погрешности для отклонения от // для станка Сн=25 мкм;
Допускаемое значение погрешности для отклонения от ┴ для станка Dст =40 мкм;
Решение:
a)
Рисунок 4 – Схема к решению
 , (41)
, (41)
b)
Рисунок 5 – Схема к решению
 , (42)
, (42)
Задача 3.1
Для операционных эскизов, приведенных на рисунках, в соответствии с вариантом задания назначить схему базирования выполняя принцип совмещения баз
№3
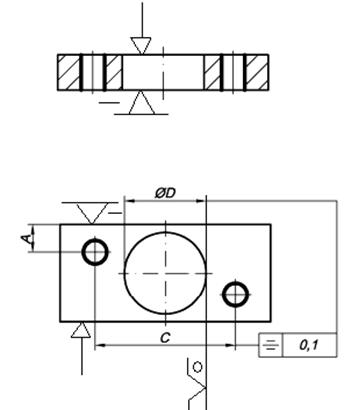
Рисунок 5 – Схема к решению
№6
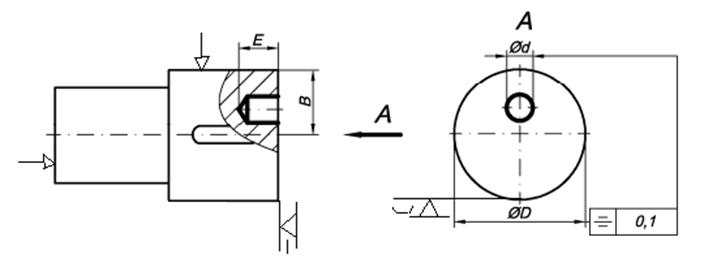
Рисунок 6 – Схема к решению
№9
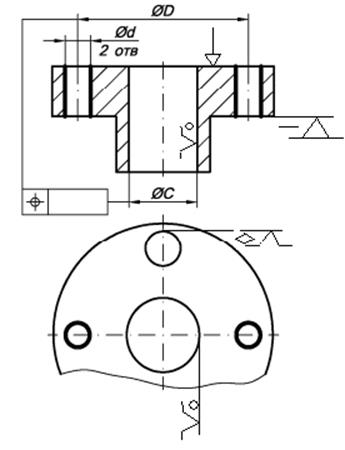
Рисунок 7 – Схема к решению
Задача 3.2
По эскизам, приведенным на рисунках, в соответствии с вариантом:
Рассчитать погрешность базирования для требований взаимного расположения поверхностей и размеров, указанных буквами.
№3
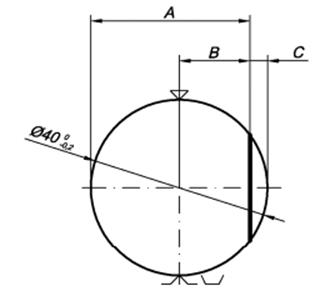
Рисунок 8 – Схема к решению
εбА= Td /2= 0,2/2=0,1 мм;
εбВ= 0;
εбС= Td/2 = 0,2/2=0,1 мм;
№6
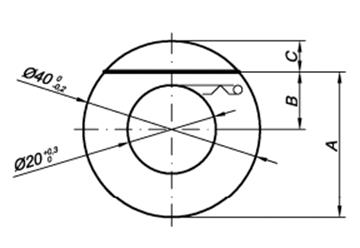
Рисунок 9 – Схема к решению
εбА= Smax(м/ду пальцем ф20![]() и отв.20,0+0,3) +TD40,0/2;
и отв.20,0+0,3) +TD40,0/2;
εбА= (0,04+0,3)+0,2/2=0,44мм;
εбВ= Smax(м/ду пальцем ф20![]() и отв.20,0+0,3) = 0,04+0,3=0,34мм;
и отв.20,0+0,3) = 0,04+0,3=0,34мм;
εбС= Smax(м/ду пальцем ф20![]() и отв.20,0+0,3) + TD40,0/2;
и отв.20,0+0,3) + TD40,0/2;
εбС= (0,04+0,3)+0,2/2=0,44мм;
№9
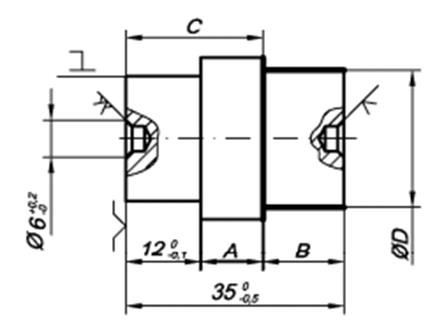
Рисунок 10 – Схема к решению
εбА= Td12,0 = 0,1мм
εбВ= Td35.0 = 0,5мм
εбС=0
Задача 4.1
Используя метод полной взаимозаменяемости, рассчитать операционный размер Х, обеспечивающий выполнение размера А2.
Дано: А1=120-0,4 ; А2=60±0,4; А3=30±0,1
Рисунок 11 – Схема к решению
Решение:
Сделаем размер А1 с симметричным допуском
А1 = 119,8±0,2.
Размер Х определяется по формуле
Х = А1 - А2 - А3 = 119,8 – 60 - 30 = 29,8 мм, (43)
Допуск равен
ТХ = ТА2 - ТА1 - ТА3 = 0,8 - 0,4 - 0,2 = 0,2мм, (44)
Тогда получается
Х=29,8±0,1.
Задача 4.2
Используя метод полной взаимозаменяемости, рассчитать операционный размер Х, обеспечивающий выполнение размера А2.
Дано: А1=25-0,5; А2=45±0,25
Рисунок 12 – Схема к решению
Решение:
Сделаем размер А1 с симметричным допуском
А1 = 24,75±0,25.
Размер Х определяется по формуле
Х = А1 + А2 = 24,75 +45 = 69,75 мм, (45)
Допуск равен
ТХ = ТА2 - ТА1 = 0,5 - 0,5 = 0мм, (46)
Уменьшаем ТА1 =0,4 мм
Получается
А1 = 24,8±0,2,
Х = А1 + А2 = 24,8 +45 = 69,8 мм, (47)
ТХ = ТА2 - ТА1 = 0,5 - 0,4 = 0,1мм, (48)
Значит
Х=69,8±0,05.
Задача 4.3
Используя метод полной взаимозаменяемости, определить возможность обеспечения точности замыкающего размера Х. При необходимости выполнить пересчет размерной цепи.
Дано: А1=80+0,3 А2=40-0,3 Х=40±0,2
Рисунок 13 – Схема к решению
Решение:
Сделаем размеры с симметричным допуском
А1 = 80,15±0,15.
Размер А2 определяется по формуле
А2 = А1 -Х = 80,15 – 40 = 40,15 мм, (49)
Допуск равен
ТА2 = ТХ- ТА1=0,4 -0,3 = 0,1мм, (50)
Тогда получается
А2=40,15±0,05=40,2-0.1.
Для обеспечения размера замыкающего звена Х=40±0,2 размеры А2 и А1 должны быть следующими А1=80+0.3 А2=40,2-0.1
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.