









I. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
После выбора номинальных размеров изделия. Неизбежно возникает вопрос о возможности его изготовления и сборки с необходимой точностью, т.е. вопрос о назначении реальных допусков на размеры изделия. В свою очередь значения допусков накладывают определенные ограничения на технологическую оснастку и средства измерения изготовленного изделия, а в итоге - на его экономичность. Поэтому расчет размерных цепей, который позволяет определить оптимальные допуски размеров, является необходимым этапом в деятельности конструктора любой машины или устройства.
Размерной цепью называется совокупность размеров изделия, образующих замкнутый контур и непосредственно влияющих на изготовление или сборку изделия,
В замкнутом контуре из размеров величина и допуск любого размера зависят от значения и точности остальных размеров. Размеры, входящие в размерную цепь, называют звеньями. Звеньями размерной цепи могут быть линейные и угловые размеры, зазоры, натяги, отклонения и расположения поверхностей и т.п.
Каждая размерная цепь содержит одно замыкающее (исходное) звено и несколько
составляющих звеньев. Замыкающим является звено, к которому предъявляется
основное требование точности при изготовлении или сборке. Составляющие звенья
размерной цепи по отношению к замыкающему делят на увеличивающие, с увольнением
которых замыкающее звено увеличивается, и уменьшающие, с увеличением которых
замыкающее звено уменьшается. Увеличивающие звенья обозначают стрелками,
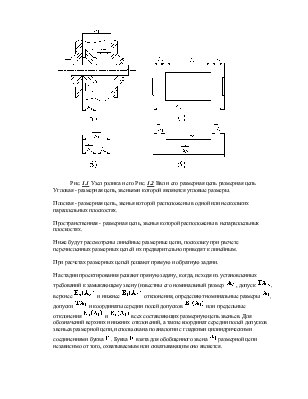
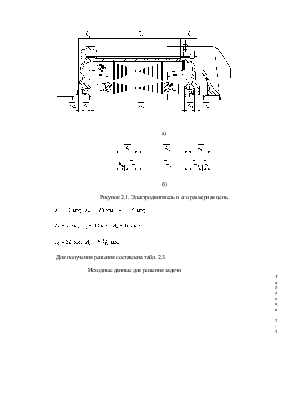
направленными вправо, а уменьшающие - стрелками, направленными влево. На рис. 1.1
а показан узел ролика, а на рис. 1.1 б его размерная
цепь, где ![]() -замыкающий размер;
-замыкающий размер; ![]() -
увеличивающий размер;
-
увеличивающий размер; ![]() - уменьшающий.
- уменьшающий.
Размерные цепи классифицируют по возможному расположению звеньев (линейные, угловые, плоские и пространственные), месту в изделии (подетальная и сборочная), а также по ряду других признаков.
Подетальная (рис. 1.2 б) - размерная цепь, определяющая точность относительно положения поверхностейили осей одной детали.
Сборочная (рис. 1.1 б) - размерная цепь, определяющая точность относительно положения поверхностей или осей деталей, входящих в сборочную единицу (изделие).
Линейная (рис. 1.1 б) - размерная цепь, звеньями которой являются линейные размеры. Звенья параллельны друг другу.
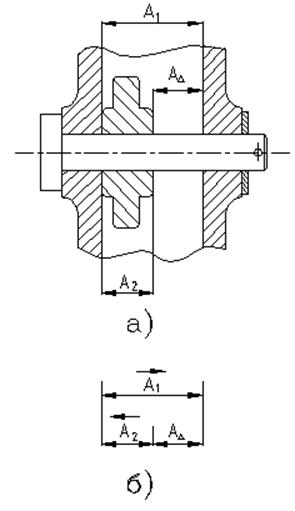
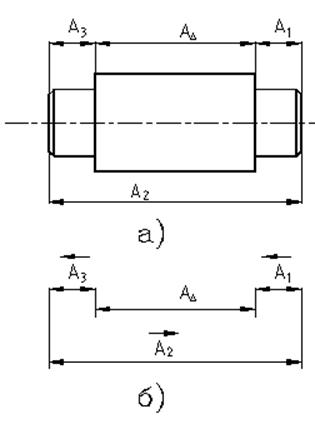
Рис. 1.1 Узел ролика и его Рис. 1.2 Вал и его размерная цепь размерная цепь
Угловая - размерная цепь, звеньями которой являются угловые размеры.
Плоская - размерная цепь, звенья которой расположены в одной или нескольких параллельных плоскостях.
Пространственная - размерная цепь, звенья которой расположены в непараллельных плоскостях.
Ниже будут рассмотрены линейные размерные цепи, поскольку при расчете перечисленных размерных цепей их предварительно приводят к линейным.
При расчетах размерных цепей решают прямую и обратную задачи.
На стадии проектирования решают пряную задачу, когда, исходя из
установленных требований к замыкающему звену (известны его номинальный
размер ![]() , допуск
, допуск ![]() , верхнее
, верхнее ![]() и нижнее
и нижнее ![]() отклонения, определяют номинальные размеры
отклонения, определяют номинальные размеры ![]() , допуски
, допуски ![]() и координаты середин полей
допусков
и координаты середин полей
допусков ![]() или
предельные отклонения
или
предельные отклонения ![]() и
и ![]() всех составляющих
размерную цепь звеньев. Для обозначений верхних и нижних отклонений, а такие
координат середин полей допусков звеньев размерной цепи, использована по
аналогии с гладкими цилиндрическими соединениями буква
всех составляющих
размерную цепь звеньев. Для обозначений верхних и нижних отклонений, а такие
координат середин полей допусков звеньев размерной цепи, использована по
аналогии с гладкими цилиндрическими соединениями буква ![]() . Буква
. Буква ![]() взята для обобщенного звена
взята для обобщенного звена ![]() размерной цепи независимо от того,
охватываемым или охватывающим оно является.
размерной цепи независимо от того,
охватываемым или охватывающим оно является.
При проверочных расчетах размерных цепей решают обратную задачу, исходя из
известных значений номинальных размеров ![]() , допусков
, допусков ![]() , предельных отклонений
, предельных отклонений ![]() и
и ![]() или координат середин полей допусков
или координат середин полей допусков ![]() составляющих звеньев,
определяют номинальный размер
составляющих звеньев,
определяют номинальный размер ![]() , его допуск
, его допуск ![]() , предельные отклонения
, предельные отклонения ![]() и
и ![]() или координату середины поля допуска
или координату середины поля допуска ![]() замыкающего звена.
замыкающего звена.
Приведенные обозначения применительно к i-му звену размерной цепи указаны в примере к рис. 2.1.
![]() - номинальный размер
i-го звена;
- номинальный размер
i-го звена;
![]() - допуск;
- допуск;
![]() и
и ![]() - соответствующие верхнее и нижнее
предельные отклонения;
- соответствующие верхнее и нижнее
предельные отклонения;
![]() - координата середины поля допуска.
- координата середины поля допуска.
Решение прямой и обратной задач можно проводить методами полной или неполной взаимозаменяемости. Методы неполной взаимозаменяемости (теоретико-вероятностные методы) позволяют расширить границы допусков размеров, что положительно сказывается на организации технологического процесса изготовления и сборки изделия, однако остается риск того, что у части изделий не будет обеспечена величина замыкающего звена, т.е. при неправильном использовании теоретико-вероятностных методов расчета допусков конструктор как бы заранее закладывает определенный процент брака при изготовлении и сборке изделия. Кроме того, при небольшом числе звеньев, входящих в размерную цепь, теоретико-вероятностные методы не имеют существенных преимуществ перед методами полной взаимозаменяемости.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.