Номинальный диаметр сопряжения ![]() 80мм, допустимая несоосность не
должна превышать e=30 мкм,
80мм, допустимая несоосность не
должна превышать e=30 мкм,
Необходимо определить допуски составляющих размеров методом равных допусков.
Так как несоосность равна половине зазора , то наибольший зазор равен
удвоенной несоосности , ![]() следовательно,
следовательно,
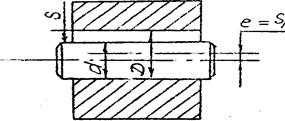
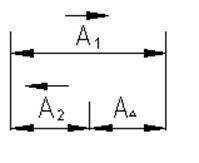
Рис. 2.2. Подшипник скольжениия и его размерная цепь.
![]() = 60 - 10= 50 мкм.
= 60 - 10= 50 мкм.
По формуле (2.9) поучаем
![]() = 50/2 = 25 мкм, где m= 3.
= 50/2 = 25 мкм, где m= 3.
Допуск для деталей 6-го квалитета равен 19 мкм, для 7-го квалитета - 30 мкм. Так как в системе отверстия обычно применяют сопряжения отверстия 7-го квалитета с валами 6-го квалитета, то, приняв
![]() = 30мкм, а
= 30мкм, а ![]() = 19 мкм, получим
= 19 мкм, получим
![]() = 30 + 19 = 49 мкм, что удовлетворяет условию
задачи.
= 30 + 19 = 49 мкм, что удовлетворяет условию
задачи.
2.2.3. Метод максимума - минимума
Этот метод чаще применяют при индивидуальном и мелкосерийном производстве изделий, при проектировании единичных устройств, приспособлений :
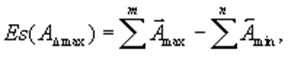 (2.11)
(2.11)
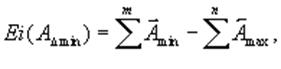 (2.12)
(2.12)
Допуск замыкающего звена
![]() (2.13)
(2.13)
 (2.14)
(2.14)
Из соотношения (2.14) можно заключить, что при использовании методов полной взаимозаменяемости повышения точности замыкающего звена можно добиться : 1) уменьшением допусков каждого из составляющих звеньев ;
2) сокращением числа звеньев размерной цепи.
Расчеты размерных цепей по методу максимума-минимума фактически сводятся к ранее рассмотренным методам равного квалитета (см. пример I) и равных допусков .
2.3 Методы неполной взаимозаменяемости
Методы неполной взаимозаменяемости (теоретико-вероятностные методы) нашли широкое применение, особенно при большом числе эвеньев, входящих в размерную цепь. В настоящее время существует значительное количество вероятностных методов: равных допусков, равного квалитета, пропорционального влияния, максимального числа единиц допуска и др. Использование того или иного метода на стадии проектирования, когда информация о будущем изделии сравнительно мала, зависит от количества и качества имеющейся априорной информации. Ниже рассмотрены лишь те вероятностные методы, которые требуют минимальной исходной информации о законах распределения производственньгх погрешностей в звеньях изделия.
Методы неполной взаимозаменяемости, основанные на вероятностных методах суммирования допусков, позволяют получить допуски на составляющие звенья размерной цепи при методе равных допусков по формуле (2.15), а при методе равных квалитотов точности по формуле (2.16), по которой определяют число единиц точности "а" и далее находят квалитет
 , (2.15)
, (2.15)
 , (2.16)
, (2.16)
где
![]() - коэффициент риска, выбираемый в
зависимости от принятой вероятности риска р выхода величины
- коэффициент риска, выбираемый в
зависимости от принятой вероятности риска р выхода величины ![]() за пределыдопуска
за пределыдопуска ![]() по табл.2.4
по табл.2.4
![]() - коэффициент формы кривых, характеризующих
закон распределения производственных погрешностей в звеньях;
- коэффициент формы кривых, характеризующих
закон распределения производственных погрешностей в звеньях;
![]() - когда ничего не известно о характере закона
распределения (закон равной вероятности), что соответствует расчёту размерных
цепей изделий мелкосерийного и единичного производства;
- когда ничего не известно о характере закона
распределения (закон равной вероятности), что соответствует расчёту размерных
цепей изделий мелкосерийного и единичного производства;
![]() - когда закон распределения близок к закону
Симпсона (закону треугольника) ;
- когда закон распределения близок к закону
Симпсона (закону треугольника) ;
![]() - когда закон распределйния является нормальным
(закон Гаycсa), используется при расчете размерных цепейизделий массового
производства;
- когда закон распределйния является нормальным
(закон Гаycсa), используется при расчете размерных цепейизделий массового
производства;
m - Число звеньев размерной цепи.
Значение коэффициентов риска
Таблица 2.4
|
Риск р , % |
32 |
10 |
4,5 |
1,0 |
0,27 |
0,1 |
0,01 |
|
|
1 |
1,65 |
2 |
2,57 |
3 |
3,29 |
3,89 |
Использование вероятностных методов рассмотрим на примерах.
Пример 3.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.