2). Определяем дополнительную зарплату.
ДПЗ= 0,1*ΣОПЗ=0,1*6.29=0.63 руб.
где ΣОПЗ= ОПЗ005+ОПЗ010+ОПЗ015+ОПЗ020+ОПЗ025=1.36+1.96+1.36+1.24+0.37= =6.29 руб.
где ОПЗ005=1,36 руб.- основная з/п.
ОПЗ010=1,96 руб.- основная з/п.
ОПЗ015=1,36 руб.- основная з/п.
ОПЗ020=1,24 руб.- основная з/п.
ОПЗ025=0,37 руб.- основная з/п.
3). Определяем начисления на соцстрах.
Нс=0,053*(ΣОПЗ+ДПЗ)=0.053*(6.29+0.63)=0.21 руб.
где ΣОПЗ=6.29 руб.- основная з/п.
ДПЗ=0.63 руб. – дополнительная з/п.
4). Определяем расходы на материалы.
М=Q+C= 0,055*0.00024=2,47 руб.
где Q=0,055 кг- масса наплавленного металла.
C=45 руб./кг- цена материала.
5). Определяем накладные расходы.
Н=1,2* ΣОПЗ=1,2*6.29=7.54 руб.
где ΣОПЗ=6.29 руб.- основная з/п.
6). Определяем себестоимость восстановления.
Sв=ΣОПЗ+ДПЗ+Нс+М+Н=6.29+0.63+0.21+2,47+7.54=17,14руб.
где ΣОПЗ=6.29 руб.- основная з/п.
ДПЗ=0.63 руб. – дополнительная з/п.
Нс=0.21 руб.- начисления на соцстрах.
М=2,47 руб.- расходы на материал.
Н=7.54 руб.- накладные расходы.
7). Определяем коэффициент эффективности.
 ≥1
≥1
8). Определение себестоимости по операциям сводятся в таблицу.
Таблица 3.
|
№ операции |
Разряд работ |
Расценка |
Время |
Стоимость операции |
|
005 |
4 |
24.84 |
3,3 мин |
1.36руб. |
|
010 |
4 |
43.84 |
2,7 мин |
1.96руб. |
|
015 |
4 |
24.84 |
3,3 мин |
1.36руб. |
|
020 |
4 |
24.84 |
3 мин |
1.24руб. |
|
025 |
4 |
24.84 |
0,91 мин |
0.37руб. |
|
Итого |
6.29руб. |
|||
Приспособление предназначено для фрезерования стыковых поверхностей шатуна. Перекос поверхностей возникает при неоднократной сборке- разборке и ремонте нижней головки шатуна.
Шатун торцом нижней головки устанавливается на плоскость ползуна 1 так, чтобы два пальца 4 приспособления вошли в отверстие под болты крепления крышки. В отверстие верхней головки шатуна (без втулки) вставляют оправку 3, конец которой входит во втулку 2. Для крепления шатуна служит планка 5.
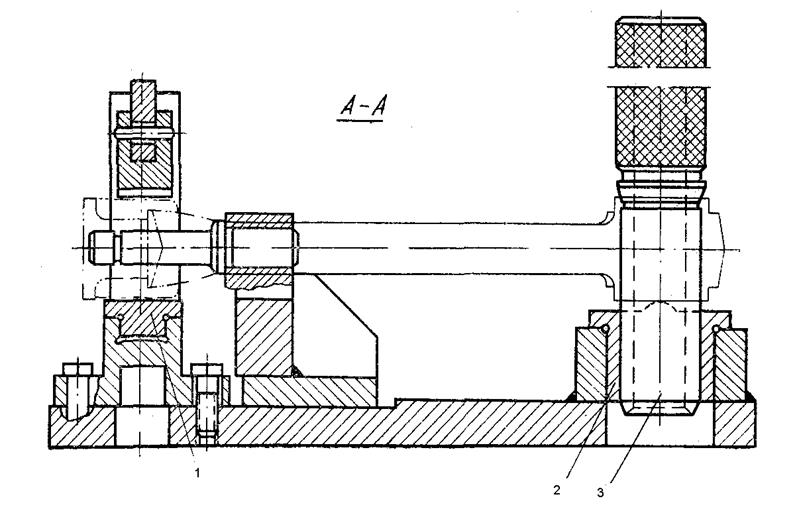
Рис. 1 Приспособление для фрезеровки стыковых поверхностей шатуна.
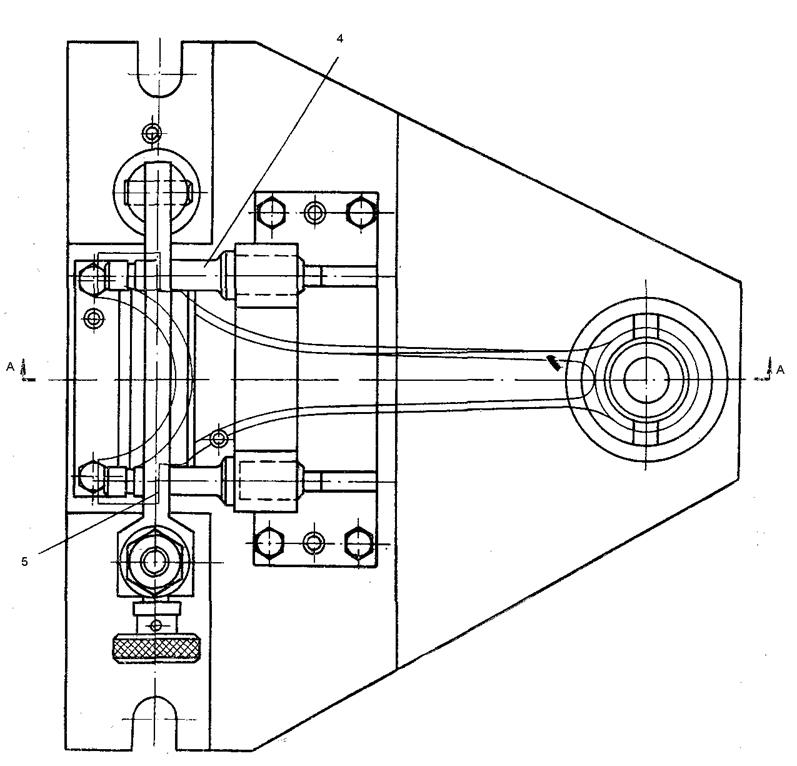
Рис. 2 Приспособление для фрезеровки стыковых поверхностей шатуна.
 кг/мм2 ≤ [τср]
кг/мм2 ≤ [τср]
где Q= 117 кг- усилие резанья.
do2= (d+2)2 = (10)2=100 мм- квадрат диаметра нарезанной части болта. (М10).
где d= 10 мм- диаметр болта.
i= 1-число плоскостей среза.
z= 4- количество болтов.
[τср]= 7,5 кг/мм2- предельно допускаемая сила среза материала. (Ст. 3).
Условие соблюдается τср ≤ [τср].
 кг/мм2 ≤ [τр]
кг/мм2 ≤ [τр]
где P= 117 кг- усилие резанья.
β= 0,7- коэф-т проварки материалов.
К= 5 мм- катет шва.
L= 120 мм- суммарная длина швов.
[τр]= 15 кг/мм2- предельно допустимая сила на разрыв. ( Ст. 3).
Условие удовлетворяется τр ≤ [τр].
Предложенное мною приспособление облегчает процесс фрезерования шатуна и его крышки, уменьшает время на установку – снятие, обеспечивает высокую точность обработки, уменьшается вероятность травматизма, в целом повышается производительность труда и соблюдается техника безопасности. Т.е. предложенное мною является целесообразным для использования.
1. Гурвич И.С., Полонский М.И. «Методика технического нормирования в ремонтном предприятии».
2. Тарифная сетка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.