- ПСП-1 на основе связующего БФОС;
- ПСП-2 на основе эпоксифенольного связующего.
Реже применяется комбинированный СЗ типа ПМСП на основе полимерной бумаги с алюминиевой фольгой.
Углесотопласты (УСП) изготавливают на основе однонаправленных углеродных лент, расположенных на стороне ячейки под углом ±45%. В зависимости от применяемого для пропитки связующего выпускаются следующие марки УСП:
- УСП-3С на эпоксифенольном связующем;
- УСП-4С на эпоксиновалачном связующем.
Соты, работающие при высокой температуре, изготавливают из нержавеющей стали и титана.
Конфигурация сот. Соты имеют различную конфигурацию и ее выбор влияет на прочностные характеристики трехслойной сотовой панели, а также технологичность заполнителя при выкладке. По форме ячеек заполнителя соты могут быть:
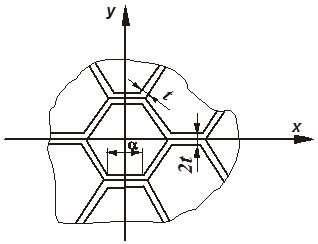
- шестигранными (рис. 6.12);
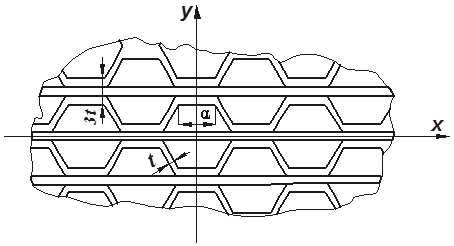
- шестигранными усиленными (рис. 6.13);
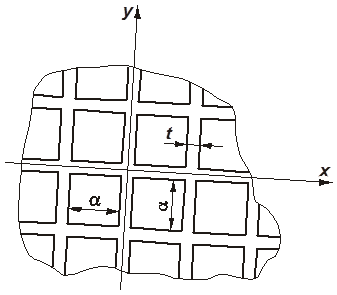
- квадратными (рис. 6.14);
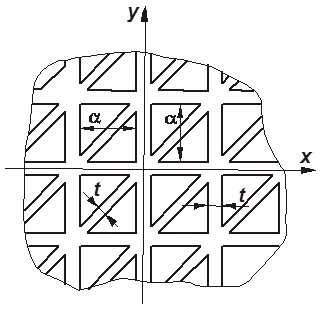
- квадратными усиленными (рис. 6.15);
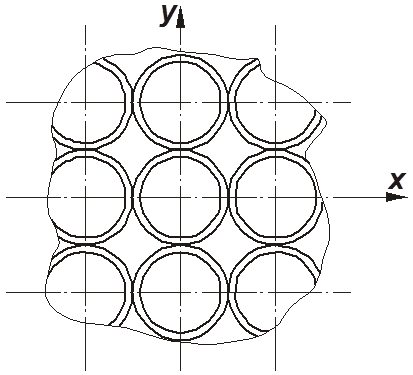
- цилиндрическими (рис. 6.16).
В табл. 6.4 приведены формулы для определения характеристик сотового заполнителя.
|
|
|
|
Рис. 6.12 Шестигранный сот |
Рис. 6.13 Шестигранный усиленный сот |
|
|
|
|
Рис. 6.14 Квадратный сот |
Рис. 6.15 Квадратный усиленный сот |
|
|
|
|
Рис. 6.16 Трубчатый (цилиндрический) сот |
|
Таблица 6.4 Формулы для определения характеристик сотового заполнителя
|
Характеристики |
Тип заполнителя |
||||
|
шестигранный |
шестигранный усиленный |
квадратный |
квадратный усиленный |
цилиндрический |
|
|
r |
1,55rМ |
2,7rМ |
2rМ |
3,41rМ |
1,57rМ |
|
Е3 |
1,55Е
|
2,7Е
|
2Е |
3,41Е
|
1,57Е
|
|
G13 |
0,878G |
- |
G |
- |
G |
|
G23 |
0,5766
|
- |
G |
- |
G |
Соты изготавливают следующими способами:
- изготовлением пакетов с последующим их растяжением (метод растяжения);
- гофрированием пропитанного или непропитанного материала с последующей сборкой и склейкой сотового блока (метод гофрирования);
- соединением в блок экструдированных элементов, которое может быть выполнено за счет самого экструдированного материала либо с использованием клея;
- объемным ткачеством - отдельные элементы СЗ соединяются между собой механическим переплетением волокон материала.
Наиболее широкое распространение получили первые два метода. Более 90 % СЗ в производственных условиях выполняются по технологии, соответствующей этим методам.
Метод растяжения. При изготовлении сот методом растяжения (рис. 6.19) листы исходного материала с нанесенными на них клеевыми полосами шириной а укладываются один на другой со смещением, равным b. Затем происходит отверждение клея при регламентированных температуре и давлении, обеспечивающих получение прочного клеевого шва. Так образуются блоки сотового материала. После этого блоки растягивают и пропитывают связующим (бумажные - иногда водой) и выдерживают определенное время в растягивающем устройстве до закрепления формы сот. Полученный сотоблок разрезают на панели требуемой толщины. Но может быть применена и другая технология, при которой выложенный блок разрезается на пластины требуемых размеров, после чего каждый из полученных отрезков полимеризуется отдельно.
Метод растяжения является наиболее эффективным, и поэтому он широко распространен в промышленности. Он высокопроизводителен и обеспечивает получение требуемой прочности клеевых соединений ячеек. Его эффективность повышается с увеличением стороны ячейки, уменьшением толщины фольги и высоты заполнителя.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.