1.7 Клапаны
Технологический процесс устранения основных дефектов клапанов (детали 150В-1007010-Б, 150В-1007015-Б, 201-1007015, 70-6504-Б,
706505-Б, 21-1007010 и 21-1007015)
|
№ опер |
Содержание операции |
Оборудование и приспособления |
Инструменты |
|
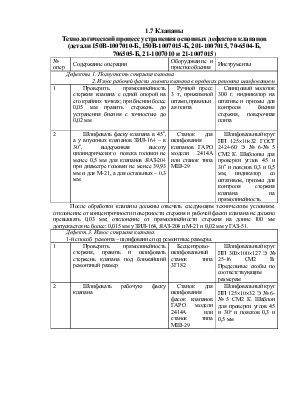
Дефекты. 1. Погнутость стержня клапана 2. Износ рабочей фаски головки клапана в пределах ремонта шлифованием |
|||
|
1 |
Проверить прямолинейность стержня клапана с одной опорой на его крайних точках; при биении более 0,05 мм править стержень до устранения биения с точностью до 0,02 мм |
Ручной пресс 3 т, прижимной штамп,правильная плита |
Свинцовый молоток 300 г. индникатор на штативе и призмы для контроля биения стержня, поверочная плита |
|
2 |
Шлифовать фаску клапана в 45о, а у впускных клапанов ЗИЛ-164 – в 30о, выдерживая высоту цилиндрического пояска головки не менее 0,5 мм для клапанов ЯАЗ-204 при диаметре головки не менее 39,93 мм и для М-21, а для остальных – 0,3 мм |
Станок для шлифования клапанов ГАРО модели 2414А или станок типа МШ-29 |
Шлифовальный круг ПП 125´10´32 ГОСТ 2424-60 Э № 6-№ 5 СМ2 К. Шаблоны для проверки углов 45 и 30о и поясков 0,3 и 0,5 мм, индикатор со штативом, призмы для контроля стержня клапана на прямолинейность |
После обработки клапаны должны отвечать следующим техническим условиям: отклонение от концентричности поверхности стержня и рабочей фаски клапана не должно превышать 0,03 мм; отклонение от прямолинейности стержня на длине 100 мм допускается не более: 0,015 мм у ЗИЛ-164, ЯАЗ-204 и М-21 и 0,02 мм у ГАЗ-51.
|
Дефект. 3. Износ стержня клапана. 1-й способ ремонта – шлифование под ремонтные размеры. |
|||
|
1 |
Проверить прямолинейность стержня, править и шлифовать стержень клапана под ближайший ремонтный размер |
Бесцентрово-шлифовальный станок типа 3Г182 |
Шлифовальный круг ПП 300´100´127 Э № 25-16 СМ2 В. Предельные скобы по соответствующим размерам |
|
2 |
Шлифовать рабочую фаску клапана |
Станок для шлифования фасок клапанов ГАРО модели 2414А или станок типа МШ-29 |
Шлифовальный круг ПП 125´10´32 Э № 6-№ 5 СМ2 К. Шаблон для проверки углов 45 и 30о и поясков 0,3 и 0,5 мм |
|
№ опер |
Содержание операции |
Оборудование и приспособления |
Инструменты |
|
3 |
Поверхность стержня клапанов двигателя ЯАЗ-204 после шлифования подвергнуть вибрационной или абразивной доводке до 10-го класса чистоты поверхности |
Токарный станок, жимки с фетром и пастой или вибрационное приспособление для доводки абразивными брусками |
Полировочная паста ГОИ или абразивные доводочные бруски. Эталон чистоты поверхности |
Технические условия на ремонт: 1) эллиптичность и конусность стержня клапана допускаются не более 0,01 мм;
2) концентричность поверхности стержня и рабочей фаски клапана должна быть пределах 0,03 мм;
3) отклонение стержня клапана от прямолинейности на длине 100 мм не должно превышать 0,015 мм для ЗИЛ-164, ЯАЗ-204, М-21 «Волга» и 0,02 мм для ГАЗ-51;
4) повехность клапанов ЯАЗ-204 должна быть доведена до 10-го класса чистоты обработки
|
Дефект.4. Износ торца стержня клапана по длине |
|||
|
1 |
Шлифовать торец стержня клапана «как чисто».Снять фаску на торце стержня клапана по мере необходимости |
Станок для шлифования клапанов ГАРО модели 2414А или специальный станок для шлифования торцов стержней клапанов ВШ-23 |
Шлифовальный круг ПП 125´10´32 Э № 6-№ 5 СМ2 К. Шаблон для стержня |
Биение торца стержня клапана на крайних точках относительно оси стержня допускается не более: 0,03мм для ЗИЛ-164 и М-21; 0,015 мм для ЯАЗ-204 и 0,02 мм для ГАЗ-51.
|
2-й способ ремонта: хромирование изношенного стержня клапана |
|||
|
1 |
Проверить прямолинейность стержня, править и шлифовать стержень клапана на всю рабочую длину под хромирование |
Бесцентрово-шлифовальный станок типа 3Г182 или круглошлифовальный станок типа 310П с приспособлением |
Шлифовальный круг ПП 300´100´127 Э № 25-16 СМ2 К. Предельные скобы |
|
№ опер |
Содержание операции |
Оборудование и приспособления |
Инструменты |
|
2 |
Зачистить и смонтировать клапан на подвеску и обезжирить поверхность стержня электролитическим путём, подвесив клапан в ванне на катоде в течение 1-2 мин.4 анодом служит железная пластинка. Обезжиривание можно производить и химическим путем в ванне с составом: NaOH – 70 г/л и NaCO3 – 30 г/л при температуре 80оС |
Ванна для обезжиривания с составом: едкий натр NaOH – 100 г, жидкое стекло Na2SiO3 – 2-3 г на 1 л воды. Плотность тока 5 а/дм2. Температура ванны 80оС |
Контактная подвеска для клапанов, личной полукруглый напильник 200 мм, плоскогубцы |
|
3 |
Промыть детали в горячей воде |
Ванна с горячей водой |
Сетчатая тара для промывки деталей |
|
4 |
Изолировать цапон-лаком все поверхности клапана, не подлежащие хромированию |
Банка с цапон-лаком (целлулоид с ацетоном) |
Волосяная кисть для обмазки изолируемых поверхностей |
|
5 |
Промыть детали в проточной воде |
Ванна с проточной водой |
Сетчатая тара для деталей |
|
6 |
Произвести анодное декапирование стержня. Подвесить детали как анод в хромовую ванну и выдержать 5-8 мин. для выравнивания температуры деталей с температурой электролита. Затем включить ток и выдержать детали в течение 45-60 сек. |
Ванна для декапирования состава: CrO3 – 150 г, H2O4 – 1,5 г на л воды. Плотность тока 30 а/дм2 |
Контактная подвеска для установки клапанов в ванну на весу, личной полукруглый напильник 200 мм, плоскогубцы |
|
7 |
Завесить детали в ванну для хромирования с указанным составом электролита, режимом хромирования и выдержать их, наращивая стержень клапана хромированием до указанного размера с припуском на обработку |
Ванна для хромирования с составом: CrO3 – 150 г, H2SO4 – 1,5 г на л воды. Температура электролита 55оС. Плотность тока 30 а/дм2.Напряжение 6-8 В |
Контактная подвеска и интсрументы, аналогичные применяемым для предыдущей операции |
|
8 |
Промыть детали в дистиллированной воде, собирая электролит с деталей |
Ванна с дистиллированной водой |
Сетчатая тара для промывки деталей |
|
9 |
Промыть детали в горячей воде |
Ванна с горячей водой |
Клещи, тара |
|
10 |
Промыть детали в проточной воде |
Ванна с проточной водой |
Сетчатая тара для деталей |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.