|
№ опер |
Содержание операции |
Оборудование и приспособления |
Инструменты |
|
11 |
Демонтировать детали с подвесок и освободить их от изоляционного лака |
Слесарный верстак с тисками |
Молоток 400 г, личной напильник |
|
12 |
Высушить детали в подогретых опилках. Далее – шлифование стержня и рабочей фаски клапана под номинальный размер согласно техническим условиям аналогично шлифованию под ремонтные размеры |
Бак с опилками |
|
|
Дефект 5. Износ рабочей фаски клапана до ширины цилиндрического пояска больше допустимого по техническим условиям (кроме М-21) |
|||
|
1 |
Нагреть головку клапана до температуры 850-900оС, выдерживая в осляной ванне не более 5-6 мин. впускные и 8-10 мин. выпускные клапаны.На стержне клапанов допускаются цвета побежалости на расстоянии не более 60 мм от головки |
Электрическая нагревательная соляная ванна типа В-10 |
Противень, термические клещи. Термопара с гальванометром до 1000оС типа ТХА ГОСТ 6616-61 |
|
2 |
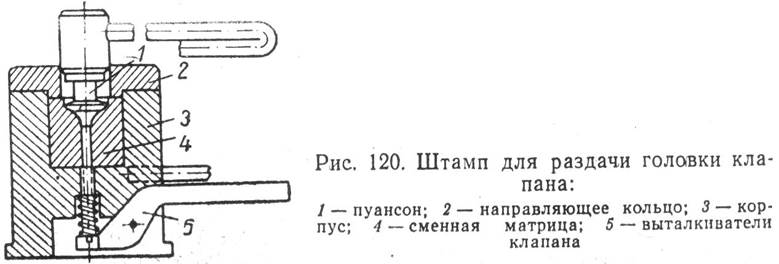
Раздать в штампе (рис.120) под молотом головку клапана, выдавливая на ней кольцевую канавку, и охладить на воздухе до 200-300оС, а затем в подогретом песке с температурой 150-200оС |
Пневматический молот М-412 150 кг, бак с песком и электроподогревом, штамп для раздачи головок клапанов |
Термометр манометрический с диапазоном измерения от 20 до 600оС ГОСТ 8624-57. Ртутный планочный термометр с измерением от 30 до 500оС ГОСТ 2045-43 |
|
3 |
Проверить стержень клапана ранее указанным способом и править его до устранения биения в пределах 0,06-0,07 мм |
Пресс 3 т ГАРО модели 274, прижимной штамп, правильная плита |
Свинцовый молоток 300 г. Индикатор на штативе, призмы |
|
4 |
Шлифовать изношенный стержень клапана под ближайший ремонтный размер |
Бесцентрово-шлифовальный станок типа 3Г182 |
Шлифовальный круг ПП 300´100´127 Э № 25-16 СМ2 В. Предельные скобы по размерам стержней клапанов |
|
5 |
Шлифовать цилиндрический поясок на головке клапана до номаинального диаметра головки. Затупить острую кромку на торце головки |
Круглошлифовальный станок 312М; трехкулачковый патрон |
Шлифовальный круг ПП 200´20´75 Э № 25-16 СМ2 К. Штангенциркуль 125 мм, точность 0,05 мм; шаблон для головки клапана |
|
№ опер |
Содержание операции |
Оборудование и приспособления |
Инструменты |
|
5 |
Шлифовать цилиндрический поясок на головке клапана до номаинального диаметра головки. Затупить острую кромку на торце головки |
Круглошлифовальный станок 312М; трехкулачковый патрон |
Шлифовальный круг ПП 200´20´75 Э № 25-16 СМ2 К. Штангенциркуль 125 мм, точность 0,05 мм; шаблон для головки клапана |
|
6 |
Шлифовать чисто рабочую фаску в 45о, а у впускных клапанов ЗИЛ-164 – в 30о до номинального размера высоты цилиндрического пояска головки клапана, обеспечив концентричность фаски |
Станок для шлифовки клапанов ГАРО модеи 2178 или специальный станок типа МШ-29 |
Шлифовальный круг Э60-80 СМ2 К. Шаблон для углов 45 и 30о и поясков 0,3 и 0,5 мм, индикатор и призмы для контроля биения фаски |
Ремонтные размеры клапанов двигателей, мм
|
Двигатель |
Клапан |
Номинальный диаметр головки |
Диаметр стержня клапана |
Ширина цилиндрического пояска головки |
|||
|
номинальный |
1-й ремонтный |
2-й ремонтный |
номинальный |
минимально допустимый |
|||
|
ЗИЛ-164 |
Выпускной Впускной |
|
|
|
|
1,75 |
0,3 |
|
ЯАЗ-204 |
Выпускной |
|
|
|
- |
0,8 |
0,5 |
|
ГАЗ-51 |
Выпускной Впускной |
|
|
|
|
1,5 |
0,3 |
|
М-21 |
Выпускной Впускной |
|
|
|
|
1,5 |
0,5 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.















