Лабораторная работа № 3К
Исследование качества паяного соединения
по критерию механической прочности
1.Цель лабораторной работы
На основе анализа величины смещения сопрягаемых элементов при установке компонентов на монтажное основание, определить обеспечение механической прочности полученных паяных контактных соединений.
2. Краткие теоретические сведения
Одним из основных требований, предъявляемых к
автоматической установке компонентов на МО является соблюдение условия
собираемости. Условие собираемости заключается в том, что монтируемые
компоненты должны быть установлены на посадочном месте МО с такой точностью,
чтобы суммарная погрешность совмещения сопрягаемых поверхностей КП компонента с
КП МО - ![]() не превышала допустимую величину
не превышала допустимую величину ![]() , определяющую надежные электрический
и механический контакты,
, определяющую надежные электрический
и механический контакты,
т.е. ![]()
![]()
![]()
![]() .
.
В общем случае ![]() зависит
от точности изготовления компонентов (их корпусов и КП), выбранной схемы
базирования компонента, погрешности базирования МО, точности изготовления
элементов печатного монтажа на МО, а также размерной кинематической и
динамической точности звеньев сборочного агрегата.
зависит
от точности изготовления компонентов (их корпусов и КП), выбранной схемы
базирования компонента, погрешности базирования МО, точности изготовления
элементов печатного монтажа на МО, а также размерной кинематической и
динамической точности звеньев сборочного агрегата.
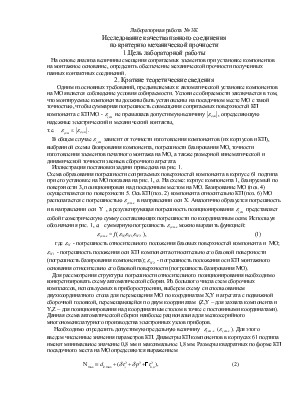
Иллюстрация постановки задачи приведена на рис. 1.
Схема образования погрешности сопрягаемых поверхностей
компонента в корпусе 61 подтипа при его установке на МО показана на рис. 1, а.
На схеме: корпус компонента 1, базируемый по поверхности 3, позиционирован
над посадочным местом на МО. Базирование МО (поз. 4) осуществляется по
поверхности 5. Ось КП (поз. 2) компонента относительно КП (поз. 6) МО
располагается с погрешностью ![]() в направлении оси
C. Аналогично образуется погрешность и
в направлении оси U , а
результирующая погрешность позиционирования
в направлении оси
C. Аналогично образуется погрешность и
в направлении оси U , а
результирующая погрешность позиционирования ![]() представляет
собой геометрическую сумму составляющих погрешности по координатным осям.
Используя обозначения рис. 1, а,
представляет
собой геометрическую сумму составляющих погрешности по координатным осям.
Используя обозначения рис. 1, а,![]() суммарную
погрешность
суммарную
погрешность ![]() можно выразить функцией:
можно выразить функцией:
![]() =
¦(
=
¦(![]() ),
(1)
),
(1)
где ![]() - погрешность
относительного положения базовых поверхностей компонента и МО;
- погрешность
относительного положения базовых поверхностей компонента и МО; ![]() - погрешность положения оси КП
компонента относительно его базовой поверхности (погрешность базирования
компонента);
- погрешность положения оси КП
компонента относительно его базовой поверхности (погрешность базирования
компонента); ![]() - погрешность положения оси КП
монтажного основания относительно его базовой поверхности (погрешность
базирования МО).
- погрешность положения оси КП
монтажного основания относительно его базовой поверхности (погрешность
базирования МО).
Для рассмотрения структуры погрешности относительного позиционирования необходимо конкретизировать схему автоматической сборки. Из большого числа схем сборочных комплексов, используемых в приборостроении, выберем схему с использованием двухкоординатного стола для перемещения МО по координатам C,U и агрегата с подвижной сборочной головкой, перемещающейся по двум координатам (Z,U - для захвата компонента и U,Z - для позиционирования над координатным столом в точке с постоянными координатами). Данная схема автоматической сборки наиболее рациональна для мелкосерийного многономенклатурного производства электронных узлов приборов.
Необходимо определить допустимую предельную величину
![]() (
(![]() ).
Для этого
).
Для этого
введем численные значения параметров КП. Диаметры КП компонентов в корпусах 61 подтипа имеют минимальное значение 0,8 мм и максимальное 1,8 мм. Размеры квадратных по форме КП посадочного места на МО определяются выражением
![]()
![]() (2)
(2)
где ![]() - диаметр КП
компонента (
- диаметр КП
компонента (![]() =1,8 мм);
=1,8 мм); ![]() -
значение позиционного до-пуска расположения геометрического центра корпуса
устанавливаемого компонента относительно номинального положения для принятой
схемы сборки (
-
значение позиционного до-пуска расположения геометрического центра корпуса
устанавливаемого компонента относительно номинального положения для принятой
схемы сборки (![]() =0,1мм);
=0,1мм);
![]() - значение
позиционного допуска расположения КП относительно номинального положения (
- значение
позиционного допуска расположения КП относительно номинального положения (![]() =0,2 мм для 4 класса точности
изготовления печатных плат);
=0,2 мм для 4 класса точности
изготовления печатных плат); ![]() - нижнее
предельное отклонение элементов печатного монтажа (
- нижнее
предельное отклонение элементов печатного монтажа (![]() =
- 0,03 мм для 4 класса точности изготовления печатных плат).
=
- 0,03 мм для 4 класса точности изготовления печатных плат).
Подставив в (2) численные значения параметров, получим N=2,026 мм. Примем
номинальное значение равным N=2
мм, тогда при установленном для корпусов 61 подтипа шаге между центрами КП e = 2,5 мм, допустимое смещение контура КП компонента
относительно контура КП посадочного места МО ![]() =0,1
мм. Следовательно, допустимая величина
=0,1
мм. Следовательно, допустимая величина
![]() (
( ![]() )
равна 0,2 мм. Параметры e и
)
равна 0,2 мм. Параметры e и ![]() приведены
на рис. 1, б.
приведены
на рис. 1, б.
Таким образом, имеем условие ![]() 0,2
мм. (3)
0,2
мм. (3)
Суммарная погрешность относительного позиционирования
![]() представляет собой
представляет собой
замыкающее звено размерной цепи, составляющими звеньями которой являются погрешности, входящие в выражение (1). Следовательно, при анализе структуры погрешностей можно использовать методы анализа и расчета размерных цепей.
Погрешность ![]() является
замыкающим звеном размерной цепи, образованной погрешностями, структуру которых
можно представить в виде:
является
замыкающим звеном размерной цепи, образованной погрешностями, структуру которых
можно представить в виде:
![]() =
=![]()
где ![]() ,
,![]() - погрешности механизмов приводов
сборочной головки и координатного стола;
- погрешности механизмов приводов
сборочной головки и координатного стола; ![]() -
погрешности изготовления деталей фиксации (закрепления, зажима) сборочной
головки и координатного стола;
-
погрешности изготовления деталей фиксации (закрепления, зажима) сборочной
головки и координатного стола; ![]() - погрешность
положения устройств базирования компонента и МО.
- погрешность
положения устройств базирования компонента и МО.
Погрешность ![]() является
замыкающим звеном размерной цепи, где структурными элементами являются:
погрешность, зависящая от допуска на габаритный размер корпуса компонента -
является
замыкающим звеном размерной цепи, где структурными элементами являются:
погрешность, зависящая от допуска на габаритный размер корпуса компонента - ![]() ; погрешность, зависящая от допуска
на расстояние между КП компонента -
; погрешность, зависящая от допуска
на расстояние между КП компонента - ![]() ; погрешность,
вызванная несоосностью схемы расположения КП компонента относительно его
габаритного размера -
; погрешность,
вызванная несоосностью схемы расположения КП компонента относительно его
габаритного размера - ![]() ; погрешность формы
компонента -
; погрешность формы
компонента - ![]() . Таким образом , погрешность
базирования
. Таким образом , погрешность
базирования ![]() компонента может быть
выражена функцией:
компонента может быть
выражена функцией:
![]() =
=![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.