ЛАБОРАТОРНАЯ РАБОТА
«ВЫБОРОЧНЫЙ КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ»
Цель работы.
Освоить методы статистического контроля и произвести входной контроль партии резисторов.
1. МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ПОДГОТОВКЕ К РАБОТЕ
1.1. Задание по работе.
1. Изучить основные положения статистического контроля качества изделий.
2. Провести статистический входной контроль партии резисторов по качественному признаку методами одноступенчатого и двухступенчатого контроля и методом последовательного анализа.
2. По результатам проведенных исследований оценить надежность выборочного входного контроля.
1.2. Теоретическая часть.
Основные, положения.
Контроль качества продукции ведется в течение всего производственного процесса и является неотъемлемой его частью. При изготовлении РЭА используются следующие виды контроля:
а) входной контроль материалов и комплектующих .изделий,
б) межоперационный контроль
в) выходной контроль.
Цель входного контроля - проверка на соответствие требованиям. сертификатов, технических условий и стандартов параметров материалов и комплектующих изделий, поставляемых заводу - потребителю заводом-изготовителем. Часть поступающих изделий может не соответствовать требованиям ТУ, ГОСТ вследствие ненадёжности выходного контроля на заводе-изготовителе, воздействия климатических и механических факторов при хранении и транспортировке и т.д.
Межоперационный контроль позволяет поддерживать постоянное качество продукции, выявляя случайные ошибки рабочих, отклонения режимов работы оборудования и т.д.
Выходной контроль является завершающей операцией технологического процесса изготовления изделия. Проверка параметров готовой продукции на соответствие ТУ, ГОСТ проводится для принятия окончательного решения о ее годности.
По способу отбора изделий различают следующие виды контроля;
а) сплошной контроль,
б) выборочный контроль,
Сплошному контролю подвергаются все изделия, когда их число невелико или к качеству предъявляются жесткие требования. В тех случаях, когда сплошной контроль связан с уничтожением; порчей изделий или экономически не оправдан, проводится выборочный контроль.
Критериями при выборе вида контроля является необходимая надежность проверки и возможно меньшая стоимость работ по контролю.
Выборочный контроль является статистическим, если основан на теоретическом вероятностном расчете надежности ( достоверности результатов) проверки. Различают два варианта статистического контроля:
а) качественный контроль, при котором изделия по проверяемому признаку классифицируются на " годные" и " брак". Оценка партии производится по величине доли дефектных изделий в выборке;
б) количественный контроль, когда определяется один или несколько количественных параметров выборки. Оценка партии изделий проводится по статистическим характеристикам распределение проверяемых параметров.
Оценка соответствия параметров изделий заданному значению проводится по сравнению с образцовыми изделиями или непосредственным измерением контролируемых параметров соответствующими измерительными приборами.
В случае контроля по качественный признакам качество
партии характеризуется долей дефектных изделий![]() :
:
 (1)
(1)
где N- общее число изделий в партии, а М- число дефектных изделий.
Вероятность
приемки партии по результатам выборочного контроля Р зависит от ![]() и плана
контроля.. План контроля содержит сведения об объеме выборки в
зависимости от объема N, а также значения браковочных чисел.
Существует зависимость
и плана
контроля.. План контроля содержит сведения об объеме выборки в
зависимости от объема N, а также значения браковочных чисел.
Существует зависимость
![]()
называемая оперативной характеристикой выбранного плана контроля.
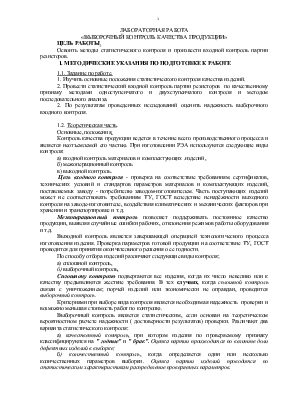
План
контроля с идеальной оперативной характеристикой показан на рис. 1а. Следовательно,
если доля дефектных изделий в партии ![]() не превышает допустимого
не превышает допустимого ![]() , вероятность
приемки партии
, вероятность
приемки партии ![]() а если
превышает- вероятность приемки равна нулю.
а если
превышает- вероятность приемки равна нулю.
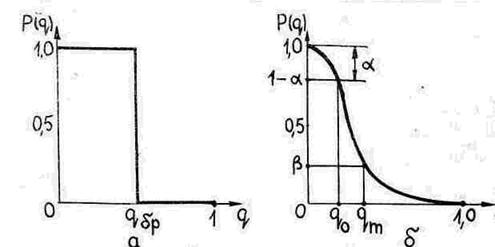
Рис.1. Идеальная (а) и практическая (б) оперативные характеристики.
Практические оперативные характеристики ![]() имеют плавный ход (рис.16). Для
их построения при объеме выборки
имеют плавный ход (рис.16). Для
их построения при объеме выборки ![]() и
и  можно пользоваться формулой.
можно пользоваться формулой.
 (3)
(3)
а при  формулой
формулой
 (4)
(4)
План контроля лучше тот, в котором оперативная
характеристика ближе к идеальной. При контроле качества устанавливаются два
уровня качества: приемочный уровень качества ![]() и
браковочный уровень качества
и
браковочный уровень качества![]() .
.
Если![]() , то партия
продукции по результатам выборочного контроля принимается, а если
, то партия
продукции по результатам выборочного контроля принимается, а если![]() , партия бракуется.
, партия бракуется.
Риском поставщика ![]() называется
вероятность забракования по результатам статистического контроля хорошей партии
изделий с приемочным уровнем качества
называется
вероятность забракования по результатам статистического контроля хорошей партии
изделий с приемочным уровнем качества ![]()
![]()
Риском
заказчика ![]() называется вероятность приемки некачественной
партии изделий с браковочным уровнем качества
называется вероятность приемки некачественной
партии изделий с браковочным уровнем качества ![]() -
- ![]()
1.3. Методика проведения статистического контроля по качественному признаку
Статистический контроль партии изделий охватывает следующие этапы:
1. извлечение из партии изделий случайной выборки назначенного объема;
2. проверку входящих в выборку изделий;
3. принятие решения о качестве партии.
В основном применяются три метода выборочного контроля: одноступенчатый, двухступенчатый и метод последовательного анализа.
Одноступенчатый
контроль.
Из партии выбирается ![]() изделий, среди
которых
изделий, среди
которых ![]() может оказаться
бракованных. .Если
может оказаться
бракованных. .Если ![]() где
где ![]() - приемочное число, то партия принимается.
Если
- приемочное число, то партия принимается.
Если ![]() , партия
бракуется.
, партия
бракуется.
Двухступенчатый
контроль.
По результатам контроля первой выборки партия принимается, если![]() , и бракуется, если
, и бракуется, если![]() . Если
. Если ![]() , то извлекается вторая
выборка. По результатам контроля второй выборки - партия принимается, если
количество дефектных единиц в двух выборках меньше пли равно
приемочному числу
, то извлекается вторая
выборка. По результатам контроля второй выборки - партия принимается, если
количество дефектных единиц в двух выборках меньше пли равно
приемочному числу ![]() ; и бракуется, если
; и бракуется, если
![]() .
.
Необходимо иметь в виду, что организовать двухступенчатый контроль сложнее, чем одноступенчатый. Однако при установившемся технологическом процессе или надежной поставке комплектующих изделий и электрорадиоэлементов он оказывается экономически выгодным в связи с тем, что второй выборки часто не приходится извлекать.
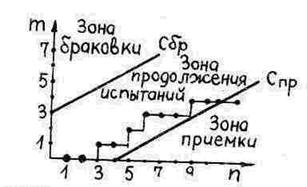
Метод, последовательного анализа. При использовании этого метода объем выборки заранее не определяется. Контролер последовательно проверяет качество продукции, ведет счет количества годных и бракованных изделий до тех пор, пока не накопится необходимое количество данных о качестве партии.
При практической реализации этого метода в системе
координат ![]() выделяются три зоны: приемки, продолжения испытаний и
браковки (рис.2).
выделяются три зоны: приемки, продолжения испытаний и
браковки (рис.2).
— >/ • - •|
Рис.2. Контроль качества методом последовательного анализа.
Если заданы приемочный уровень ![]() ,
браковочный уровень
,
браковочный уровень ![]() , риск поставщика
, риск поставщика ![]() и риск заказчика
и риск заказчика ![]() , то в
случае закона распределения Пуассона
, то в
случае закона распределения Пуассона ![]() ( это справедливо при
( это справедливо при ![]() ),
для построения зон на рис.2 можно воспользоваться
),
для построения зон на рис.2 можно воспользоваться
Формулами
 (7)
(7)
 (8)
(8)
где 
Испытания
заканчиваются, когда после проведения очередного измерения и проверки изделия
точка с координатами![]() оказывается
вне зоны продолжения испытаний. При этом в зоне приемки партия принимается, в
зоне браковки - бракуется.
оказывается
вне зоны продолжения испытаний. При этом в зоне приемки партия принимается, в
зоне браковки - бракуется.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.