














3 АНАЛИЗ ОТДЕЛЬНЫХ ОПЕРАЦИЙ И ИХ ЭЛЕМЕНТОВ
3.1 Назначение маршрута обработки
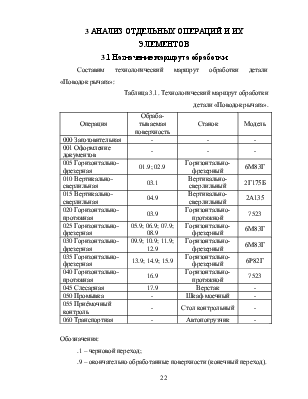
Составим технологический маршрут обработки детали «Поводок рычага»:
Таблица 3.1. Технологический маршрут обработки
детали «Поводок рычага».
|
Операция |
Обраба-тываемая поверхность |
Станок |
Модель |
|
000 Заготовительная |
- |
- |
- |
|
001 Оформление документов |
- |
- |
- |
|
005 Горизонтально-фрезерная |
01.9; 02.9 |
Горизонтально- фрезерный |
6М83Г |
|
010 Вертикально-сверлильная |
03.1 |
Вертикально- сверлильный |
2Г175Б |
|
015 Вертикально-сверлильная |
04.9 |
Вертикально- сверлильный |
2А135 |
|
020 Горизонтально-протяжная |
03.9 |
Горизонтально-протяжной |
7523 |
|
025 Горизонтально-фрезерная |
05.9; 06.9; 07.9; 08.9 |
Горизонтально- фрезерный |
6М83Г |
|
030 Горизонтально-фрезерная |
09.9; 10.9; 11.9; 12.9 |
Горизонтально- фрезерный |
6М83Г |
|
035 Горизонтально-фрезерная |
13.9; 14.9; 15.9 |
Горизонтально- фрезерный |
6Р82Г |
|
040 Горизонтально-протяжная |
16.9 |
Горизонтально-протяжной |
7523 |
|
045 Слесарная |
17.9 |
Верстак |
- |
|
050 Промывка |
- |
Шкаф моечный |
- |
|
055 Приёмочный контроль |
- |
Стол контрольный |
- |
|
060 Транспортная |
- |
Автопогрузчик |
- |
Обозначения:
.1 – черновой переход;
.9 – окончательно обработанные поверхности (конечный переход).
3.2 Аналитический расчёт припусков на обработку
Анализ припусков позволит понять, какой припуск оптимален для данной операции. Назначение технологичных припусков может снизить штучное время за счет более быстрого прохождения режущим инструментом зоны резания. Также при снижении припусков понижается себестоимость изготовления детали за счет экономия металла.
Но слишком маленький припуск затрудняет процесс проектирования и измерения детали. Так же небольшой припуск снижает точность обработки, так как велика вероятность ошибки. Большой припуск увеличивает основное время, больше изнашивается режущий инструмент, ухудшается качество обработки (из-за тепловых деформаций).
Рассчитаем припуски на обработку детали 77.37.138 «Поводок рычага» по эмпирическим формулам для всех операций:
Операция 005 горизонтально-фрезерная
- I переход и II переход - однократное фрезерование торцов 01 и 02 с 2-х сторон:
Рассчитанный припуск:
![]() ; (3.1)
; (3.1)
=>
![]() (1961 мкм).
(1961 мкм).
Операция 015 вертикально-сверлильная
- I переход и II переход - снятие фаски 04 с 2-х сторон:
Припуск равен размеру фаски:
![]() (1500 мкм).
(1500 мкм).
Операция 020 горизонтально-протяжная
- Протяжка отверстия 03:
Рассчитанный припуск:
![]() ;
(3.2)
;
(3.2)
=>![]() (286 мкм).
(286 мкм).
Операция 025 горизонтально-фрезерная
- Однократное фрезерование поверхности 05:
Рассчитанный припуск:
![]() ;
;
=>
![]() (1496 мкм).
(1496 мкм).
- Однократное фрезерование поверхностей 06 и 07:
Рассчитанный припуск:
![]() ;
;
=>
![]() (1496 мкм).
(1496 мкм).
Операция 030 горизонтально-фрезерная
- Однократное фрезерование поверхности 12:
Рассчитанный припуск:
![]() ;
;
=>
![]() (1567 мкм).
(1567 мкм).
Операция 035 горизонтально-фрезерная
- Однократное фрезерование поверхностей 13 и 14:
Рассчитанный припуск:
![]() ;
;
=>
![]() (1492 мкм).
(1492 мкм).
Операция 045 слесарная
- Снятие фаски 17 с 4-х сторон:
Припуск равен размеру фаски:
![]() (1000 мкм).
(1000 мкм).
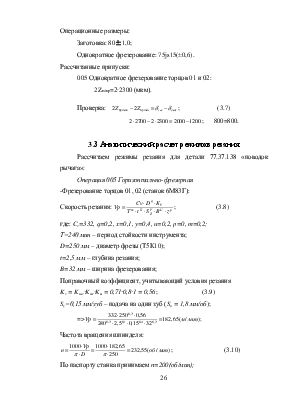
Рассчитаем припуск механической обработки по формуле Кована для торцов 01 и 02 (размер 75js15) детали 77.37.138 «Поводок рычага» (обработка на операции 005 горизонтально-фрезерной).
Исходная заготовка: штамповка из стали 40. Текущая операция выполняется на горизонтально-фрезерном станке модели 6М83Г.
Поверхности обрабатывается за 1 установ и 1 переход. В качестве установочной базы на операции 005 используется черновая поверхность Ǿ32 мм.
При обработке торцов припуск рассчитывается по формуле:
![]() (3.3)
(3.3)
Слагаемые припуска:
![]()
![]()
![]() (3.4)
(3.4)
где:
 (3.5)
(3.5)
![]() (3.6)
(3.6)
=>![]()
![]()
Минимальный припуск под однократное фрезерование:
![]()
Таблица 3.3. Результаты расчета припусков.
|
Переход |
Слагаемые припуска, мкм |
Расчетные значения |
До-пуск |
Предельный размер |
Предельные значения припусков |
||||||
|
Rzi |
Ti |
ρi |
εi |
Zmin, мкм |
L, мм |
δ, мкм |
dmax, мм |
dmin, мм |
Zпрmax, мкм |
Zпрmin, мкм |
|
|
0 |
150 |
250 |
1845 |
- |
- |
80,162 |
2000 |
81 |
79 |
- |
- |
|
1 |
80 |
80 |
- |
370 |
2281 |
75,6 |
1200 |
75,6 |
74,4 |
2700 |
2300 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.