























3 РАСЧЕТ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
3.1 Расчет геометрических параметров элементов металлокорда
конструкции 2+7х0,23 НТ
 К геометрическим параметрам элементов
металлокорда относятся диаметр корда, диаметр свивки корда, линейный вес
элементов металлокорда и углы свивки.
К геометрическим параметрам элементов
металлокорда относятся диаметр корда, диаметр свивки корда, линейный вес
элементов металлокорда и углы свивки.
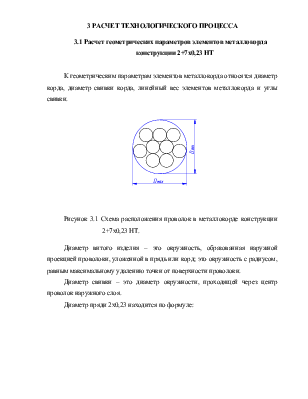
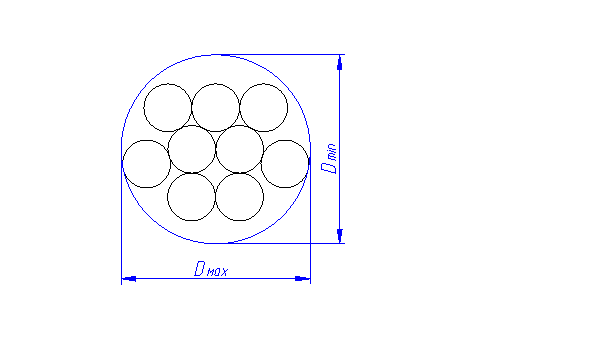
Рисунок 3.1 Схема расположения проволок в металлокорде конструкции 2+7х0,23 НТ.
Диаметр витого изделия – это окружность, образованная наружной проекцией проволоки, уложенной в прядь или корд; это окружность с радиусом, равным максимальному удалению точки от поверхности проволоки.
Диаметр свивки – это диаметр окружности, проходящей через центр проволок наружного слоя.
Диаметр пряди 2х0,23 находится по формуле:
 (3.1)
(3.1)
где D1max –максимальный диаметр первого слоя, мм;
D1min –минимальный диаметр первого слоя, мм.
В свою очередь максимальный диаметр D1max находится по формуле:
 (3.2)
(3.2)
где n - количество проволок в слое;
 |
Минимальный диаметр первого слоя равен диаметру проволоки, т.е.
![]()

Диаметр свивки первого слоя находится по формуле:
 (3.3)
(3.3)

Минимальный диаметр второго слоя равен сумме трех проволок этого слоя, т.е.
![]()
![]()
где ![]() - диаметр проволок второго слоя, мм.
- диаметр проволок второго слоя, мм.
![]()
Максимальный диаметр второго слоя приблизительно равен сумме четырех диаметров проволок, т.е.
![]()
![]()
![]()
Для определения линейного веса металлокорда необходимо рассчитать по слоям длину проволок, идущих на формирование спирали с заданным диаметром и шагом свивки, площадь поперечного сечения и линейный вес проволок.
Длина проволок, идущих на формирование спирали с заданным диаметром и шагом свивки, определяется по формуле:
![]() (3.4)
(3.4)
где n – количество проволок в слое;
![]() - шаг свивки i –го слоя;
- шаг свивки i –го слоя;
![]() - длина проволок для формирования
пряди по слоям, мм.
- длина проволок для формирования
пряди по слоям, мм.
Для первого слоя, состоящего из двух проволок диаметром 0,23 мм:
![]()
Для второго соя, состоящего из пряди и семи проволок такого же диаметра:
![]()
Площадь поперечного сечения проволок рассчитывается по формуле:
 (3.5)
(3.5)
где ![]() - площадь поперечного сечения проволок i –го слоя, мм2;
- площадь поперечного сечения проволок i –го слоя, мм2;
![]() - диаметр проволоки i –го слоя, мм.
- диаметр проволоки i –го слоя, мм.
Так как диаметры проволок
первого и второго слоя равны между собой, то ![]() ,т.е.
,т.е. ![]() .
.
Углы свивки определяются по формуле:
 (3.6)
(3.6)
где ![]() - угол свивки i –го слоя, град.;
- угол свивки i –го слоя, град.;
Углы свивки первого и второго слоев соответственно равны:
Линейный вес элементов металлокорда определяется по формуле:
![]() (3.7)
(3.7)
где Q – линейный вес элементов металлокорда, г/м;
r - плотность стали, r=0,00786 г/мм3 ;
![]() - длина проволок, идущих на формирование
пряди длиной 1 м, мм.
- длина проволок, идущих на формирование
пряди длиной 1 м, мм.
где li – длина проволок на шаг свивки, мм.
Линейный вес сердечника конструкции 2х0,23 определяется по формуле (7):
![]()
Линейный вес корда конструкции 2+7х0,23 определяется суммой линейного веса первого и второго слоя:
![]()
При определении шага свивки необходимо учитывать его изменение при нанесении второго слоя. Шаг свивки определяется по формуле:
 (3.8)
(3.8)
где tнач – исходный шаг свивки перед операцией, мм;
t кон –шаг свивки сердечника 2х0,23 в конструкции 2+7х0,23, мм;
t 2 – шаг свивки второго слоя, мм.
3.2 Расчет расходных коэффициентов по переделам
Расчет расходных коэффициентов на участках травления, промежуточного патентирования, среднего волочения (СВ), патентирования-латунирования, тонкого волочения (ТВ), произведен по базовому варианту. Расчет расходных коэффициентов на участках грубого волочения (ГВ) и свивки корда представлен в базовом варианте в сравнении с предлагаемым.
Расходные коэффициенты рассчитываются по формуле:
 (3.9)
(3.9)
где Pi – масса передельного металла, кг;
q – потери на переделе, кг.
Расходный коэффициент на участке травления катанки:

Расходный коэффициент на участке (ГВ).
 , (с 5,5 на Ø 3,15 мм)
, (с 5,5 на Ø 3,15 мм)
Расходный коэффициент на участке промежуточного патентирования:

Расходный коэффициент на участке (СВ):
 ,
(с 3,15 на Ø 1,60 мм)
,
(с 3,15 на Ø 1,60 мм)
Расходный коэффициент на участке патентирования-латунирования:

Расходный коэффициент на участке (ТВ):

Расходный коэффициент на участке свивки корда:
Базовый вариант:
 ,
,
Предлагаемый вариант:

Общий расходный коэффициент на участке свивки корда:
На отбор проб для испытаний расходный коэффициент = 1,001.
Базовый вариант:
![]()
Предлагаемый вариант:
![]()
Общий расходный коэффициент при изготовлении корда 2+7х0,23 НТ
Базовый вариант:
![]() (3.10)
(3.10)
![]()
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.