 (3.30)
(3.30)
Максимальная изгибная деформация проволоки определяется по формуле:
 (3.31)
(3.31)
Относительная деформация растяжения составит:
 (3.32)
(3.32)
Тогда параметр нагружения от изгиба равен:
 (3.33)
(3.33)
где 
Параметр нагружения от кручения:
 (3.34)
(3.34)
Относительное касательное напряжение определится из соотношения:
 (3.35)
(3.35)
где  -
относительный радиус изгиба (
-
относительный радиус изгиба ( ![]() - радиус изгиба, r – радиус свивки).
- радиус изгиба, r – радиус свивки).

Касательное напряжение при ![]() :
:

Относительное нормальное напряжение определяется по формуле:
 (3.36)
(3.36)

Нормальное напряжение составит:
![]() (3.37)
(3.37)
![]()
Обобщенное напряжение рассчитывается по формуле:
![]() (3.38)
(3.38)
![]()
Таким образом, уровень напряжений в проволоке достигает предела текучести ее материала. На этом основании можно сделать вывод: метод двойного кручения характеризуется высоким уровнем максимальных напряжений и требует снижения размеров неметаллических включений, чтобы обеспечить безобрывную свивку металлокорда.
3.6 Расчет длительности цикла производства
Длительность цикла (ТЦ) изготовления корда по технологическим операциям определяется с учетом расходных коэффициентов (φ).
 , час/тонну (3.39)
, час/тонну (3.39)
где φ – расходный коэффициент данной технологической операции.
Фактическая производительность определяется с учетом коэффициента использования оборудования (КИО).
Теоретическая производительность (Птеор), кг/ч для травления, ГВ, патентирования, СВ, патентирования-латунирования, ТВ определяется по формуле:
 (3.40)
(3.40)
где F – площадь сечения проволоки, мм2;
V – скорость, м/мин;
g – плотность стали, 7,86 г/см3.
Результаты расчета представлены в таблице 3.3.
Таблица 3.3 Производительность оборудования по операциям изготовления
корда 2+7х0,23 НТ
|
Наименование операции |
Базовый вариант |
Предлагаемый вариант |
||||||||||||||||||||
|
КИО, % |
Теоретическая производительность, кг/ч |
Фактическая производительность, кг/ч |
КИО, % |
Теоретическая производительность, кг/ч |
Фактическая производительность, кг/ч |
|||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||||||||||||||||
|
Травление |
77,5 |
8799,9 |
6820,0 |
77,5 |
8799,9 |
6820,0 |
||||||||||||||||
|
ГВ |
73,1 |
316,2 |
2278 |
73,1 |
316,2 |
2278 |
||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||||||||||||||||
|
Патентирование |
83,4 |
110,2 |
91,9 |
83,4 |
110,2 |
91,9 |
||||||||||||||||
|
СВ |
78,4 |
939,7 |
736,7 |
78,4 |
939,7 |
736,7 |
||||||||||||||||
|
Патентирование-Латунирование |
79,7 |
28,4 |
22,7 |
79,7 |
28,4 |
22,7 |
||||||||||||||||
|
ТВ |
74,0 |
18,01 |
13,3 |
74,0 |
18,01 |
13,3 |
||||||||||||||||
|
Свивка корда на к/м RI 10 ВМ |
80 |
18,525 |
14,82 |
80 |
18,525 |
14,82 |
||||||||||||||||
Результаты расчета длительности производства представлены графически на рисунке 3.5.
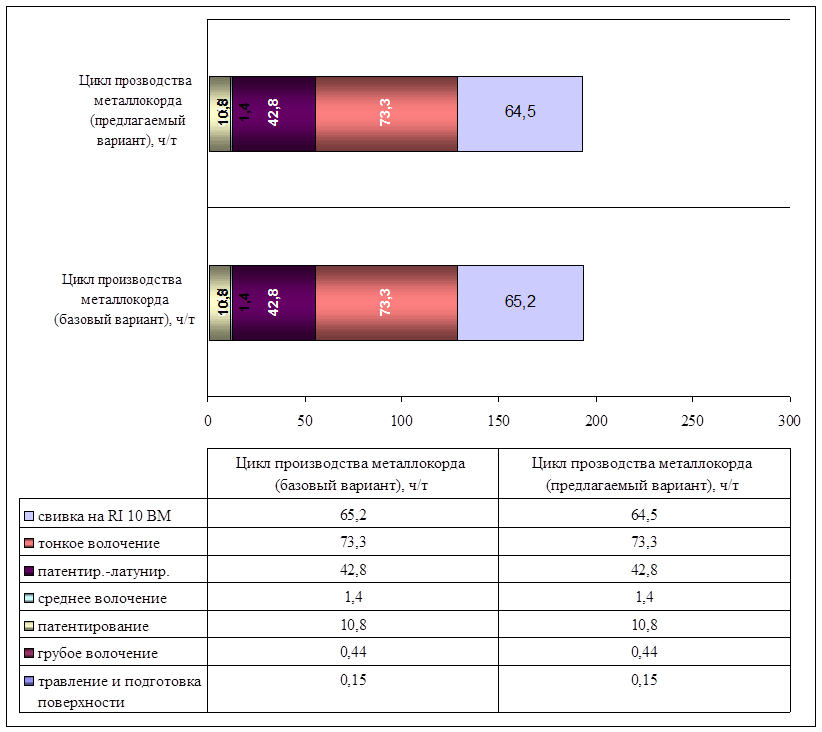 Рисунок 3.5 Диаграмма цикла
производства металлокорда
базового
Рисунок 3.5 Диаграмма цикла
производства металлокорда
базового
и предлагаемого вариантов.
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.