4 СПЕЦИАЛЬНАЯ ЧАСТЬ
4.1 Назначение правки
 |
Рисунок 4.1 Правильное устройство.
Правильное устройство предназначено для равномерного перераспределения остаточных напряжений, возникающих в результате свивки металлокорда. Правка заключается в воздействии на металлокорд циклических знакопеременных напряжений в области пластической деформации, которые создаются цилиндрическими роликами с клиновидной канавкой, расположенными в шахматном порядке.
Металлокорд, имеющий большую концентрацию остаточных напряжений выходя из торсиона, через направляющий ролик подается в правильное устройство. Правка осуществляется в двух взаимноперпендикулярных плоскостях. Прошедший правку металлокорд, направляющим роликом подается на катушку с готовым металлокордом (рисунок 4.2).
 |
4.2 Расчет моментов, необходимых для изгибания металлокорда
во время правки
Схема расчета моментов правки приведена на рисунке 4.3.
Значение изгибающего момента можно определить по формуле:
![]() (4.1)
(4.1)
где
![]() - временное сопротивление материала, Н/мм2;
- временное сопротивление материала, Н/мм2;
W – момент сопротивления всей площади сечения металлокорда, подвергающегося правке, мм3.
![]() (4.2)
(4.2)
где d – диаметр металлокорда.
![]()
При определении изгибающих моментов в сечении металлокорда при правке принято считать, что значения моментов, изгибающих металлокорд против второго и третьего роликов, равны и определяются по формуле:
![]() (4.3)
(4.3)
где S – пластический момент сопротивления, мм3.
![]()
![]()
![]()
А значения моментов, изгибающих металлокорд в сечениях против четвертого ролика и всех последующих, могут определяться по формуле:
![]()
![]()
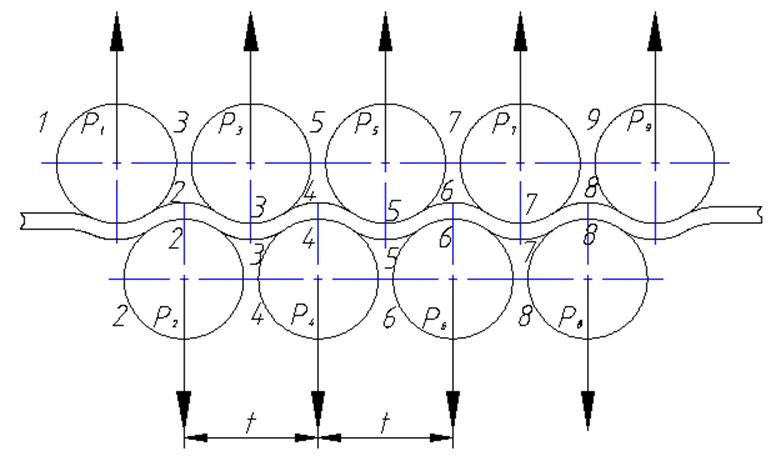 |
Рисунок 4.3 Схема расчета момента правки.
![]()

где t – расстояние между осями роликов, ![]()
Рассмотрим сечение 3-3:

Рассмотрим сечение 4-4:

Рассмотрим сечение 5-5:



Рассмотрим сечение 6-6:



Рассмотрим сечение 7-7:



Рассмотрим сечение 8-8:



4.3 Определение усилия правки
Усилие правки складывается из трех составляющих:
![]() (4.4)
(4.4)
где Рдеф – усилие, затрачиваемое на пластическую деформацию металлокорда;
 (4.5)
(4.5)
где Dp – диаметр правильного ролика, мм;
Рт1 – усилие, затрачиваемое на преодоление трения материала о правильные ролики.
 (4.6)
(4.6)
где к – коэффициент трения качения металлокорда по ролику;
![]() - суммарное давление роликов на
металлокорд, Н.
- суммарное давление роликов на
металлокорд, Н.
 (4.7)
(4.7)
t – расстояние между правильными роликами, мм.

Рт2 – усилие, затрачиваемое на преодоление трения в опорах правильных роликов;
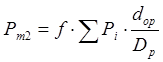 (4.8)
(4.8)
где f – коэффициент трения скольжения в опорах правильных роликов;
dop – диаметр оси правильного ролика, мм.

![]()
Так, как правка осуществляется в двух взаимноперпендикулярных плоскостях, то усилие правки удваивается:
![]()
![]()
4.4 Параметры правильного устройства
Основные параметры правильного устройства приведены в таблице 4.1.
Таблица 4.1 Основные параметры правильного устройства
|
Параметры устройства |
Требования |
|
Тип рихтовального устройства |
Универсальное, двухсекционное, двухплоскостное |
|
Диаметр роликов рихтовального устройства, мм |
16,0 |
|
Тип канавки ролика рихтовального устройства |
Клиновидная с углом 90 |
|
Глубина канавки ролика, мм |
0,5+0,1 |
|
Настройка рихтовального устройства, число оборотов винта: 1 секция 2 секция |
(3,0-2,0)±0,5 (2,0-1,0)±0,5 |
|
Шаг, мм |
18 |
|
Количество роликов: 1 секция 2 секция |
9 9 |
4.5 Кинематические расчеты
Для свивки металлокорда
конструкции 2+7х0,23 НТ необходимая частота вращения вала ротора составляет ![]() .
.
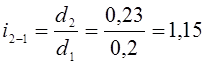
Произведем расчет узла свивки. Передаточное число от трансмиссионного вала (2) к валу ротора (1) определяется по следующей зависимости:
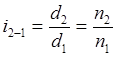 ; (4.9)
; (4.9)
где ![]() и
и ![]() диаметры шкивов, а
диаметры шкивов, а ![]() и
и
![]() соответственно частоты вращения валов. Тогда
из приведенной зависимости определим:
соответственно частоты вращения валов. Тогда
из приведенной зависимости определим:

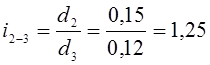
Передаточное число от вала (2) к валу (3) и частота вращения вала (3):

Из расчетов следует, что необходимая частота вращения ротора электродвигателя 3000 об/мин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.