















1. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ.
Деталь представляет собой поковку из стали 25ХГТ, подвергаемую дальнейшей обработке. По всей длине деталь обрабатывается в размер Ø38h6 (-0.016) для посадки в чугунный корпус с латунными втулками. В середине детали снимается лыска в размер 36,5h11 шириной 12 мм.
Для увеличения прочных характеристик деталь подвергается цементации на глубину до 1,5 мм, до твердости 56..64 HRCЭ.
Как уже было сказано, материал для приготовления детали “шкворень” – сталь 25ЧГТ ГОСТ 4543-71.
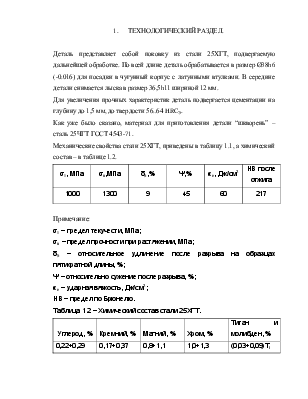
Механические свойства стали 25ХГТ, приведены в таблицу 1.1, а химический состав – в таблице 1.2.
|
σт, МПа |
σв,МПа |
δ5,% |
Ψ,% |
αн, Дж/см2 |
НВ после отжига |
|
1000 |
1300 |
9 |
45 |
60 |
217 |
Примечание:
σт – предел текучести, МПа;
σв – предел прочности при растяжении, МПа;
δ5 – относительное удлинение после разрыва на образцах пятикратной длины, %;
Ψ – относительно сужение после разрыва, %;
αн – ударная вязкость, Дж/см2;
НВ – предел по Брюнелю.
Таблица 1.2 – Химический состав стали 25ХГТ.
|
Углерод, % |
Кремний, % |
Магний, % |
Хром, % |
Титан и молибден, % |
|
0,22÷0,29 |
0,17÷0,37 |
0,8÷1,1 |
1,0÷1,3 |
(0,03÷0,09)Ti |
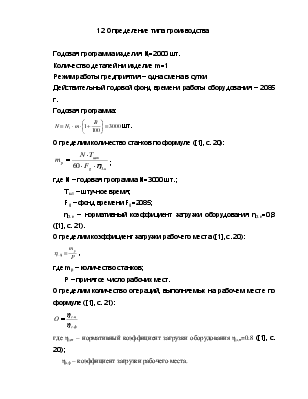
1.2 Определение типа производства
Годовая программа изделия Ni=2000 шт.
Количество деталей ни изделие m=1
Режим работы предприятия – одна смена в сутки
Действительный годовой фонд времени работы оборудования – 2085 г.
Годовая программа:
 шт.
шт.
Определим количество станков по формуле ([1], с. 20):
 ;
;
где N – годовая программа N=3000 шт.;
Tшт – штучное время;
Fg – фонд времени Fg=2085;
η3.н – нормативный коэффициент загрузки оборудования η3.н=0,8 ([1], с. 21).
Определим коэффициент загрузки рабочего места ([1], с. 20):
 , где
mp – количество станков;
, где
mp – количество станков;
Р – принятое число рабочих мест.
Определим количество операций, выполняемых на рабочем месте по формуле ([1], с. 21):

где ηз.н – нормативный коэффициент загрузки оборудования ηз.н=0.8 ([1], с. 20);
ηз.ф – коэффициент загрузки рабочего места.
Таблица 1.3 – Сводная таблица типа производства
|
№ |
Операция |
Тип, мин |
mp |
Р |
ηз.ф |
О |
|
1 |
Токарно-винтаризная |
1,83 |
0,036 |
1 |
0,036 |
13 |
|
2 |
Вертикальная-сверлильная |
5,46 |
0,109 |
1 |
0,054 |
15 |
|
3 |
Гороизонтально-фрезерная |
1,161 |
0,023 |
1 |
0,023 |
35 |
|
4 |
Вертикально-фрезерная |
0,724 |
0,014 |
1 |
0,014 |
57 |
|
5 |
Вертикально-фрезерная |
0,864 |
0,017 |
1 |
0,017 |
47 |
|
6 |
Вериткально-сверлильная |
1,5 |
0,027 |
1 |
0,027 |
30 |
|
7 |
Бесцентро-шлифовальная |
2,717 |
0,054 |
1 |
0,054 |
15 |
Определим коэффициент закрепления по формуле ([1], с. 228):
 ,
,
Где ![]() - суммарное количество операций,
выполняемых на рабочем месте
- суммарное количество операций,
выполняемых на рабочем месте
![]() - сумма принятых рабочих мест
- сумма принятых рабочих мест

Т.к. 20<![]() ,
то производство мелкосерийное.
,
то производство мелкосерийное.
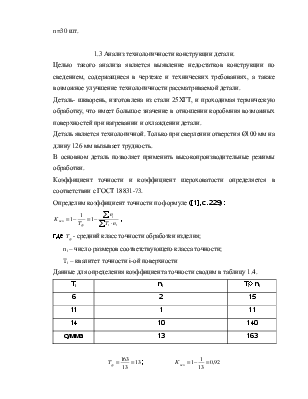
n=30 шт.
1.3 Анализ технологичности конструкции детали.
Целью такого анализа является выявление недостатков конструкции по сведением, содержащиеся в чертеже и технических требованиях, а также возможное улучшение технологичности рассматриваемой детали.
Деталь- шкворень, изготовлена из стали 25ХГТ, и проходимая термическую обработку, что имеет большое значение в отношении коробмния возможных поверхностей при нагревании и охлаждении детали.
Деталь является технологичной. Только при сверлении отверстия Ø100 мм на длину 126 мм вызывает трудность.
В основном деталь позволяет применить высокопроизводительные режимы обработки.
Коэффициент точности и коэффициент шероховатости определяется в соответствии с ГОСТ 18831-73.
Определим коэффициент точности по формуле ([1], с. 229):
 , где
, где
![]() -
средний класс точности обработки изделия;
-
средний класс точности обработки изделия;
ni – число размеров соответствующего класса точности;
Ti – квалитет точности i-ой поверхности
Данные для определения коэффициента точности сводим в таблицу 1.4.
|
Ti |
ni |
Tiּ ni |
|
6 |
2 |
15 |
|
11 |
1 |
11 |
|
14 |
10 |
140 |
|
сумма |
13 |
163 |
 ;
; 
Определим коэффициент шероховатости по формуле ([1], с. 229):
 , где
Шср – средний класс шероховатости поверхностей изделия;
, где
Шср – средний класс шероховатости поверхностей изделия;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.