











гл_а АВТОМАТИЗАЦИЯ ПРОЦЕССА 8 ЗАЛИВКИ РАСПЛАВА В ФОРМЫ
Автоматизация заливки форм расплавом повышает качество отливок, снижает брак и трудоемкость процесса, предотвращает несчастные случаи и позволяет сократить численность обслуживающего персонала на этом участке работ.
Ключевой проблемой автоматической заливки литейных форм расплавом является дозирование последнего, а в ряде случаев и регулирование скорости заливки.
8.1. Автоматическое дозирование расплавов
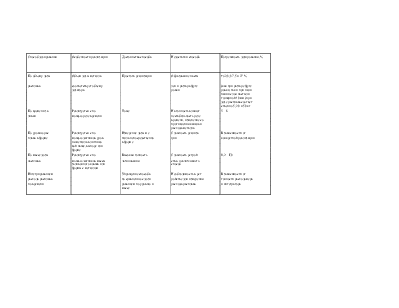
В промышленных масштабах [14, 31, 96] применяют ряд способов дозирования расплавов (табл. 8.1) и способов их подачи при дозировании (табл. 8.2).
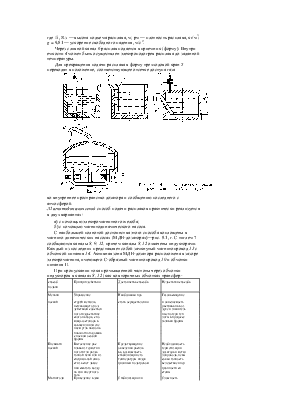
Устройства дозирования расплавов могут быть основаны на различных методах измерения объема дозы и подачи расплава.
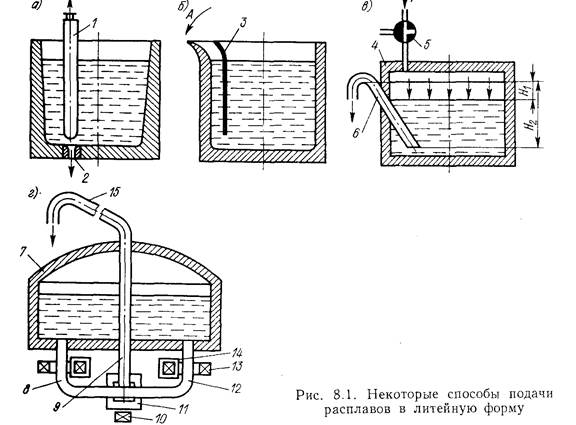
Подача расплава механическим способом в первом варианте осуществляется из стопорного ковша (рис. 8.1, а). Управление расходом жидкого металла (сплава) производится с помощью стопора 1, перемещаемого относительно разливочного стакана 2 пневмо- или гидроприводом.
Во втором варианте механической подачи расплава (рис. 8.1, б) скорость заполнения литейной формы определяется скоростью изменения наклона ковша в направлении стрелки А. Сливной канал 3 предназначен для задержания в ковше шлака.
При подаче расплава под «низким» давлением сжатого воздуха или инертного газа (рис. 8.1, в) металл (сплав) из емкости 4 вытесняется давлением газообразной среды, вводимой через трехходовой кран 5. Необходимое для этого давление газа (р, Па) определяют из условия
gPM^l < Р < gPM//2,
|
Способ доэирования |
Особенности реализации |
Достоинства способа |
Недостатки способа |
Погрешность дозирования, % |
|
По объему дозы |
Объем дозы металла |
Простота реализации |
Образование насты- |
±62,3; 37,5 и 27 % |
|
расплава |
соответствует объему |
леи и разгара футе |
(как при разгаре футе |
|
|
дозатора |
ровки |
ровки, так и при нали- |
||
|
пании слоя настыли |
||||
|
толщиной 10 мм) при |
||||
|
дозе расплава соответ |
||||
|
ственно 5; 20 и 50 кг |
||||
|
По времени за |
Реализуется с по |
То же |
На точность влияют |
5—8 |
|
ливки |
мощью реле времени |
нестабильность реле |
||
|
времени, изменение со |
||||
|
противления канала и |
||||
|
расхода металла |
||||
|
По уровню рас |
Реализуется с по |
Измерение дозы ме |
Сложность реализа |
В зависимости от |
|
плава в форме |
мощью датчиков уров |
талла непосредственно |
ции |
конкретной реализации |
|
ня металла в литнико- |
в форме |
|||
|
вой чаше, выпоре или |
||||
|
форме |
||||
|
По массе дозы |
Реализуется с по |
Высокая точность |
Сложность устрой |
0,2—Г,0 |
|
расплава |
мощью датчиков массы |
дозирования |
ства, реализующего |
|
|
заливочного ковша или |
способ |
|||
|
формы с металлом |
||||
|
Интегрированием |
— |
Упрощение способа |
Необходимость в уст |
В зависимости от |
|
расхода расплава |
по сравнению с дози- |
ройстве для измерения |
точности расходомера |
|
|
по времени |
рованием по уровню и |
расхода расплава |
и интегратора |
|
|
массе |
где //i, Я.з — высота подъема расплава, м; рм — плотность расплава, кг/м3; g = 9,81 — ускорение свободного падения, м/с2.
Через сливной канал 6 расплав подается в приемник (форму). Внутри емкости 4 может быть осуществлен электроподогрев расплава до заданной температуры.
Для прекращения подачи расплава в форму трехходовой кран 5 переводят в положение, соответствующее отсечке доступа газа
во внутреннее пространство дозатора и сообщению последнего с атмосферой.
Л1агнитодинамический способ подачи расплавов практически реализуется в двух вариантах:
а) с помощью электромагнитного желоба;
б) с помощью магнитодинамического насоса.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.