|
• • • • |
• |
|
Контролируемый параметр |
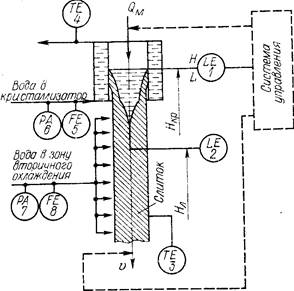
Применяемые приборы (номера позиций в соответствии с рис. 8.3) |
|
Уровень расплава в кристалли |
Радиоизотопный уровнемер / или |
|
заторе |
устройство [120], действующее по |
|
принципу изменения электропровод |
|
|
ности шлака, находящегося над рас |
|
|
плавом в кристаллизаторе |
|
|
Глубина лунки |
Ультразвуковой или радиацион |
|
ный уровнемер 2 |
|
|
Температура заливаемого в кри |
Термопара в комплекте с электрон |
|
сталлизатор расплава |
ным потенциометром или пирометр |
|
излучения |
|
|
Скорость вытягивания слитка из |
Тахогенератор в системе привода |
|
кристаллизатора |
|
|
Давление воды, подаваемой в |
Пружинный манометр 6 |
|
кристаллизатор |
|
|
Расход воды через кристаллиза |
Диафрагма, дифманометр 5, вто |
|
тор |
ричный прибор |
|
Расход воды в зоне вторичного |
Диафрагма, дифманометр 5, вторич |
|
охлаждения |
ный прибор |
|
Давление воды в зоне вторичного |
Пружинный манометр 7 |
|
охлаждения |
|
|
Температура поверхности слитка |
Яркостный пирометр 3 |
|
в зоне вторичного охлаждения |
|
|
Положение конечной точки за |
Ультразвуковое или радиоизотоп |
|
твердевания |
ное устройство |
|
Длина заготовок |
Специальное импульсное устрой |
|
ство [37] |
|
|
Температура воды на выходе |
Термоэлектрический термометр 4 |
|
из кристаллизатора |
Таблица 8.8. Регулируемые параметры процесса непрерывного литья
|
Регулируемый параметр |
Управляющее воздействие |
|
Уровень расплава в кристаллизаторе Температура воды на выходе из кристаллизатора Температура расплава в промежуточном ковше Уровень расплава в промежуточном ковше Скорость вытягивания слитка Температура поверхности слитка в зоне вторичного Длина заготовок |
Изменение расхода расплава в кристаллизаторе, скорость вытягивания слитка или соотношение между ними Изменение расхода воды в кристаллизаторе Изменение мощности дополнительного электронагрева Изменение расхода расплава из главного разливочного ковша в промежуточный ковш Изменение электрического режима привода вытягивания слитка Изменение подачи воды в зону вторичного охлаждения Включение устройства резки слитка на заготовки |
ускорения du/dt вытягивания слитка в зависимости от некоторых предельно допустимых значений Ли^х == б и {dv/dt)max = я.
Приведенные в табл. 8.9 рекомендации легко осуществляются при использовании бесконтактных логических элементов и в юлее совершенной степени реализуются управляющим вычислительным комплексом.
Изменение скорости вытягивания слитка из кристаллизатора должно сопровождаться автоматической коррекцией режима питания последнего охлаждающей водой.
Нежелательные технологические отклонения в ходе формирования непрерывного слитка меньше
Рис. 8.3. Функциональная схема автоматизации процесса непрерывного литья всего проявляются при оптимальном по быстродействию управлении приводом вытягивания слитка, основанном на использовании принципа максимума (предложенного Л. С. Понтрягиным). В этом случае при отклонении уровня расплава в кристаллизаторе от заданного на величину ± ЛЯцр ускорению привода сразу придается наибольшее значение ± ащах = const соответствен228
Таблица 8.9. Характеристика оптимальных управляющих воздействий при непрерывном литье
|
Возможные ситуации при регулировании уровня расплава в кристаллизаторе |
Вероятное влияние на формирующийся непрерывный слиток |
Рекомендуемое управляющее воздействие |
||
|
1Л.К6; ^ при б < 0; а < 0 |
<a |
— |
Изменение скорости вытягивания слитка |
|
|
1 лу 1 > 6; |
dv dt |
<a |
— |
Медленное дополнительное воздействие на расход расплава в промежуточный ковш |
|
|Ди|>б; при б ^> 0; а ^ |
dv |
>a |
Опасность обрыва слитка |
Быстрое дополнительное воздействие на расход расплава в кристаллизатор |
|
dt>0 |
||||
|
| Ли | > б; при 6 << 0; а < |
dvdt:0 |
>a |
Опасность переохлаждения поверхности слитка |
|
но. При достаточной перегрузочной способности привода значение ± йщах определяется технологическими факторами и механическими свойствами металла (сплава) [291.
За рубежом [119] управление непрерывным литьем осуществляют с помощью микроЭВМ, подключаемой к мини-ЭВМ АСУ ТП цеха.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.