4. Схема электрическая структурная
Схема электрическая структурная системы управления автоматической линии производства плит теплоизоляционных армированных представлена на плакате №1 (см. раздел «Приложение»).
На схеме наглядно представлен принцип взаимодействия датчиков и исполнительных механизмов устройств автоматической линии. На ней изображены устройства автоматической линии в виде блоков, выделенных штрихпунктирной линией. Внутри блоков изображены исполнительные механизмы (ИМ) и датчики (SQ), связанные между собой сплошными и штриховыми линиями. Сплошной линией показано включение прямого хода пневмоприводов или нормального режима работы электродвигателей. Штриховой линией показано включение обратного хода пневмоприводов или реверсивного режима работы электродвигателей.
4.1 Состав и назначение элементов схемы
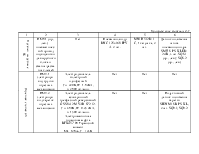
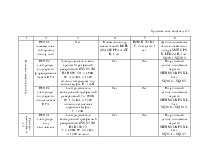
Элементы автоматической линии производства плит теплоизоляционных армированных, непосредственно имеющие отношение к разработке системы управления, передающие информацию о состоянии устройств или влияющие на состояние устройств сведены в таблицу 4.1.
Таблица 4.1
ПЕРЕЧЕНЬ
исполнительных механизмов и датчиков системы управления автоматической линии
Устрой-ство |
Исполнитель-ный механизм |
Электропривод, электромагнитная муфта |
Пневматический привод |
Пневмо-распреде-литель |
Датчик |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Устройство загрузки плит 01 |
ИМ1.1 – электропри-вод каретки подачи пакета ТИП |
Электродвигатель асин-хронный трехфазный реверсивный GSS-06-2M-HAK-100-12. Uп=380В, W=2.2 кВА, n=1500 об./мин, встроенная тормозная муфта, U=+24В. |
Нет |
Нет |
Индуктивный датчик положения каретки SIEN-M18B-PS-K-L, 2 шт. SQ1.1; SQ1.2. Индуктивный датчик положения плиты на устройстве 02 (датчик останова каретки) SQ2.2 SIEN-M18B-PS-K-L, 1 шт. Оптический датчик положения плиты на устройстве 02 SOEG-E-Q30-PS-K-2L, 1 шт. |
Продолжение таблицы 4.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
ИМ1.2 – пневматичес-кий привод подъема толкателей |
Нет |
Пневмоцилиндр DNC-32x250-PPV-A |
MN1H-5/2-D-1-C, 1 катушка, 1 шт. |
Датчик положения штока пневмоцилиндра SMT-8-PS-K-LED-24-B, 2 шт. SQ1.3; SQ1.4 |
|
|
Устройство установки плит 02 |
ИМ2.1 – пневматичес-кий привод досыла плиты |
Нет |
Пневмоцилиндр бесштоковый DGPL-40x1600-PPA-A-GF-B |
IMN1H-5/2-D-1-C, 2 катушки, 1 шт. |
Датчик положения штока пневмоцилиндра SMT-8-PS-K-LED-24-B, 3 шт. SQ2.3…SQ2.5 |
|
ИМ2.2 – пневматический привод нижней платформы удержания плиты |
Нет |
Пневмоцилиндр DNC-32x160-PPV-A, 2 шт. |
MN1H-5/2-D-1-C, 1 катушка, 1 шт. |
Датчик положения штока пневмоцилиндра SMT-8-PS-K-LED-24-B, 2 шт. SQ2.6; SQ2.7 |
Продолжение таблицы 4.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
ИМ2.3 – пневматический привод механизма осаживания плиты на приводную цепь устройства 03 |
Нет |
Пневмоцилиндр DNC-32x50-PPV-A, 2 шт. |
MN1H-5/2-D-1-C, 1 катушка, 1 шт. |
Датчик положения штока пневмоцилиндра SMT-8-PS-K-LED-24-B, 2 шт. SQ2.8; SQ2.9 |
|
|
Устрой-ство подачи плит 03 |
ИМ3.1 – пневматичес-кий привод механизма подачи приводной цепи |
Нет |
Пневмоцилиндр DNC-63x125-PPV-A, 1 шт |
MN1H-5/2-D-1-C, 1 катушка, 1 шт. |
Датчик положения штока пневмоцилиндра SMT-8-PS-K-LED-24-B, 2 шт. SQ3.1; SQ3.2 |
|
Устрой-ство подачи сетки 04 |
ИМ4.1 (пр., лев.) - пневматический привод механизма подачи сетки |
Нет |
Пневмоцилиндр DNC-50x125-PPV-A, 4 шт. |
MN1H-5/2-D-1-C, 1 катушка, 2 шт. |
Датчик положения штока пневмоцилиндра SMT-8-PS-K-LED-24-B, 4 шт. SQ4.1 (пр., лев.); SQ4.2 пр., лев.) |
Продолжение таблицы 4.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Индуктивный датчик наличия сетки SIEN-M18B-PS-K-L, 2 шт. SQ4.3 (пр., лев.) |
|||||
|
Прошивочно-отрезная стойка 05 |
ИМ5.1 (пр., лев.) – электропри-вод подачи проволок |
Электродвигатель асинхронный трехфазный 4А90L2У3 ГОСТ 19523-71 (М300).Uп=380В, W=3 кВА, n=2800 об./мин. Муфта электромагнитная передачи крутящего момента BFK458-14 Крутящий момент Mk=60Nm, U=+24В. |
Нет |
Нет |
Индуктивный датчик наличия проволок SIEN-M18B-PS-K-L, 24 шт. SQ5.1… SQ5.12 (пр., лев.). Датчик угловых перемещений ЛИР158А., 2 шт. SQ5.13 (пр., лев.) |
|
ИМ5.2 (пр., лев.) – пневматичес-кий привод механизма отрезки проволок |
Нет |
Пневмоцилиндр DNC-80x160-PPV-A, 2 шт. |
MN1H-5/2-D-1-C, 1 катушка, 2 шт. |
Датчик положения штока пневмоцилиндра SMT-8-PS-K-LED-24-B, 4 шт. SQ5.14 (пр, лев.); SQ5.15 (пр., лев.) |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.