



Цель работы: освоение методики определения линейной и объемной усадки сплава, объема усадочной раковины.
1 ОБЩИЕ ПОЛОЖЕНИЯ
Процесс уменьшения линейных размеров и объема слитка (непрерывной заготовки) при их охлаждении от температуры жидкого сплава в металлической форме (кристаллизаторе) до температуры окружающей среды называют усадкой.
Усадка является физическим свойством, присущим всем металлам и сплавам. Различают три основных периода усадки:
- в жидком состоянии;
- при затвердевании;
- в твердом состоянии.
Кроме того, различают объемную усадку и линейную усадку. Объемная усадка проявляется в течение всех трех периодов: имеет место в жидком, жидко-твердом и твердом состоянии сплавов. Она является следствием повышения упорядоченности внутреннего строения, изменения межатомного расстояния при уменьшении температуры сплава.
Линейная усадка проявляется, начиная с некоторого момента второго периода. Она обусловлена сжатием кристаллической решетки при охлаждении сплава и определяется, прежде всего, природой сплава и температурным интервалом охлаждения:
lτ = l0(1 – α (Т0 - Тτ )); /1/
где α – коэффициент термического сжатия сплава, 1/0С; Т0 – температура начала линейной усадки, 0С; Тτ – температура слитка в рассматриваемый момент времени,0С; lτ, l0 – размеры слитка при температуре Тτ и Т0 соответственно, мм.
В практике на величину усадки принимают относительные величины, выражающие изменение объема или длины при охлаждении (в процентах):
εv = Vф - V0/ V0 * 100; /2/
εл = lф - l0/ l0 * 100. /3/
где Vф - объем изложницы; V0 – объем полученного слитка (заготовки) при обычной температуре; lф – линейный размер изложницы; l0 – линейный размер слитка по тому же направлению при обычной температуре.
Линейная усадка возникает вследствие сокращения линейных размеров слитка при охлаждении. Температура, при которой начинает проявляться линейная усадка, зависит от типа сплава. Для чистых металлов и сплавов, кристаллизующихся при постоянной температуре, температура начала линейной усадки совпадает с критической температурой, то есть линейная усадка в этом случае проявляется только после затвердевания. Для сплавов, кристаллизующихся в интервале температур, линейная усадка начинается не с момента полного затвердевания, а несколько раньше, когда образуется достаточно прочный скелет из соприкасающихся дендритов, способный противостоять давлению жидкого металла, что имеет место, когда количество оставшейся жидкой фазы составляет 25 – 5%. Следовательно, линейная усадка в этом случае начинается в интервале температур ликвидус - солидус.
Свободная линейная усадка сплава определяется только его составом и строением и является теоретически величиной строго постоянной, определяемой из соотношения:
εл = α (Т – Т0 ) / (1 - α (Т – Т0 )); /4/
где α – температурный коэффициент линейного расширения (сжатия) сплава, 1/0С; Т – температура, при которой образуется прочный скелет из сросшихся дендритов, 0С; Т0 – комнатная температура, 0С.
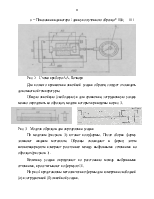
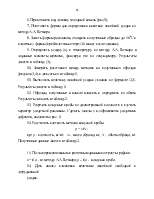
Величина линейной усадки сплавов зависит от состава (рисунок 1).
 где 1,2,3.4 – металлы
и сплавы;
где 1,2,3.4 – металлы
и сплавы;
5 – линии температуры начала линейной усадки;
6 – кривая изменения объемной усадки сплавов;
7 – зоны рассеянной пористости;
8 – зоны образования концентрированной раковины.
Рис. 1 – Связь диаграммы состояния с усадкой.
Следует помнить, что уменьшение линейной усадки в зависимости от присутствия второго компонента объясняется не столько изменением коэффициента термического сжатия (расширения), сколько снижением температуры начала линейной усадки.
Если при усадке сплавов нет препятствий к уменьшению объема и размеров, то такую усадку называют свободной линейной усадкой.
Величина линейной усадки в значительной степени зависит от условий охлаждения. Увеличение интенсивности охлаждения слитка (непрерывнолитой заготовки) приводит, как правило, к получению большей линейной усадки. Это объясняется тем, что внутренние слои, которые кристаллизуются в последнюю очередь и медленнее охлаждаются, оказываются в растянутом состоянии и стремятся, поэтому сократиться, вызывая сжатие наружных слоев.
В результате возникшего упруго-напряженного состояния размеры слитка сокращаются на некоторую дополнительную величину, что воспринимается как увеличение линейной усадки. Именно поэтому линейная усадка в металлические формы (изложницы, кристаллизатор) на 20 – 50% больше, чем например, при литье в песчаные формы.
В некоторых металлах и сплавах иногда имеет место процесс увеличения объема, линейных размеров, который происходит сразу после затвердевания и предшествует началу линейной усадки.
Данное явление называют предусадочным расширением и связывают с фазовыми превращениями (графитизация в чугунах), с выделением газов при затвердевании, капиллярным давлением жидкости в каналах между осями дендритов, расширением слоя затвердевшего металла из-за его разогрева при отходе слитка от стенок металлической формы.
Предусадочное расширение обнаружено у многих сплавов, в частности у алюминиевых сплавов, и составляет 0,1 – 0,3%. Изменение линейных размеров слитка, связанное с фазовыми превращениями, имеет место, например, у железоуглеродистых сплавов и зависит от их состава и условий охлаждения. Для чистого железа при γ → α превращении, линейный размер увеличивается более, чем на 0,3%. В сталях при перлитном и мартенситном превращениях линейное расширение составляет 0,25 – 0,3%.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.