1.3 Усадочная раковина тем больше, чем больше Тж ср, т.е. тем больше, чем выше перегрев металла перед заливкой, или больше разница между температурой центра слитка и температурой корки в момент ее образования.
Следовательно, уменьшению усадочной раковины способствуют следующие условия:
а) уменьшение αVж;
б) понижение температуры заливки металла в металлическую форму (кристаллизатор);
в) понижение скорости заливки;
г) увеличение теплопроводности металлов;
д) уменьшение интервала температур кристаллизации;
е) уменьшение толщины слитка;
ж) уменьшение αVт;
з) все мероприятия, выравнивающие температуру по сечению слитка;
и) уменьшение теплопроводности материала формы, и др.
2 ОПИСАНИЕ МЕТОДОВ ОПРЕДЕЛЕНИЯ УСАДКИ И УСАДОЧНЫХ ДЕФЕКТОВ
Прибор для определения линейной усадки по методу А.А. Бочнара представляет собой комбинированную форму (рис.2), полость которой имеет вид двутавра. Средняя часть ее выполняется формовочной смесью, а обе полочки металлическими холодильниками. Одна из полочек находится в неподвижной части формы, другая — в подвижной головке 3. Последняя упирается в иглу индикатора 4, который фиксирует ее перемещение вследствие усадки образца 5. Для определения линейной усадки между подвижной и неподвижной головками формы помещают вкладыш, фиксирующий расстояние между ними (50мм). Полость, образованную вкладышем 6, подвижной головкой З и неподвижной частью формы 1, заполняют формовочной смесью 2, уплотняют и устанавливают индикатор 4. Затем из формы извлекают вкладыш, устанавливают индикатор в исходное (нулевое) положение и заливают жидкий металл. После образования твердой корочки формовочную смесь вокруг образца разрыхляют для уменьшения сопротивления усадке. Сокращая линейные размеры, образец перемещает подвижную головку, что регистрируется при помощи индикатора. Зная длину образца (расстояние между внутренними сторонами полочек) и имея показания индикатора, определяют относительную линейную усадку:
 ε = Показания
индикатора / длину полученного образца * 100; /11/
ε = Показания
индикатора / длину полученного образца * 100; /11/
Рис. 2 – Схема прибора А.А. Бочвара
Для полного проявления линейной усадки образец следует охлаждать до комнатной температуры.
 Общую линейную
(свободную) и для сравнения, затрудненную усадку можно определять на образцах,
модели которых приведены на рис. 3.
Общую линейную
(свободную) и для сравнения, затрудненную усадку можно определять на образцах,
модели которых приведены на рис. 3.
 Рис. 3 – Модели образцов для
определения усадки
Рис. 3 – Модели образцов для
определения усадки
По моделям (рисунок 3) готовят полуформы. После сборки форму заливают жидким металлом. Образцы охлаждают в форме, затем штангенциркулем измеряют расстояние между выбранными сечениями на образцах (рисунок 3).
Величину усадки определяют по расстоянию между выбранными сечениями, и рассчитывают по формуле /3/.
На рис.4 представлены металлические формы для измерения свободной (а) и затрудненной (б) линейной усадки.
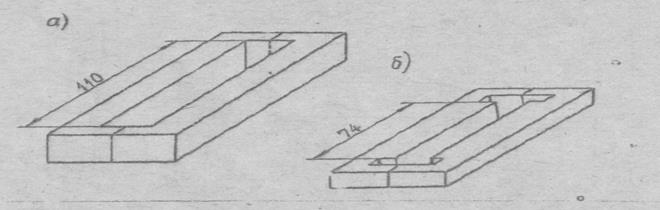
Рис. 4 – Металлические формы для измерения линейной усадки.
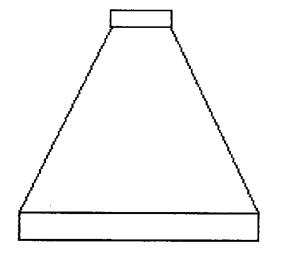
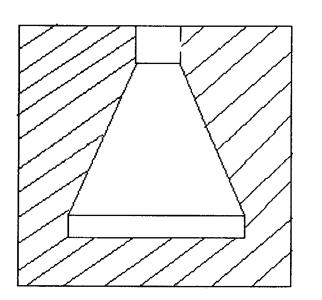 Склонность сплавов к
образованию усадочных пороков, их характер и объем определяют по специальным
технологическим конусным пробам (рис.5).
Склонность сплавов к
образованию усадочных пороков, их характер и объем определяют по специальным
технологическим конусным пробам (рис.5).
а б
Рис. 5 – Технологическая конусная проба: а) – модель конуса; б) –металлический кокиль.
В кокиль залить жидкий металл с различной температурой. Разница в температуре должна составлять 30 - 400С с последовательным понижением температуры сплава. После полного охлаждения полученные образцы взвешиваются, и определяется их объем. Относительное поражение образца усадочными пороками рассчитывается по формуле /10/.
3 ОБОРУДОВАНИЕ, ИНСТРУМЕНТЫ И МАТЕРИАЛЫ
Плавильная печь, мультиметр с термопарой (ХА), станок для разрезки образца (ножовка), плавильньий инструмент, прибор конструкции А.А. Бочвара. Модели образцов для определения свободной и затрудненной усадки, кокиль с конусной пробой, формовочная смесь, измерительный инструмент, шихтовые материалы, аналитические и технические весы, спецодежда.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.