





Цель работы: ознакомиться с методикой определения жидкотекучести с помощью технологических проб, исследовать влияние температуры заливки состава сплава на величину жидкотекучести.
1. ОБЩИЕ СВЕДЕНИЯ
Жидкотекучестью сплава называют его способность заполнять полость литейной формы, воспроизводить полностью и точно ее очертания, Это свойство металла оказывает влияние не только на заполнение формы, но и на получение здоровых, качественных отливок.
Данные о жидкотекучести имеют большое практическое значение. Высокая жидкотекучесть оказывает благоприятное влияние на плотность отливок и физико-механические свойства сплавов, т.е. она способствует заполнению внутренних пустот в теле отливки, образующихся при их затвердевании, а также выделению из отливок газов и неметаллических включений.
Жидкотекучесть определяется по технологическим пробам, которые должны заполняться до возможности в одинаковых условиях. Применяют технологические пробы с постоянным (прутковая, спиральная, лабиринтная, U - образная, винтовая) и переменным (клиновая, шариковая) cсечениями.
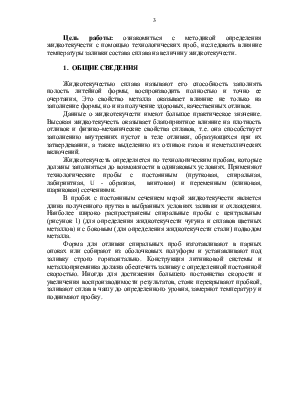
В пробах с постоянным сечением мерой жидкотекучести является длина полученного прутка в выбранных условиях заливки и охлаждения. Наиболее широко распространены спиральные пробы с центральным (рисунок 1) (для определения жидкотекучести чугуна и сплавов цветных металлов) и с боковым (для определения жидкотекучести стали) подводом металла.
Форма для отливки спиральных проб изготавливают в парных опоках или собирают из оболочковых полуформ и устанавливают под заливку строго горизонтально. Конструкция литниковой системы и металлоприемника должна обеспечить заливку с определенной постоянной скоростью. Иногда для достижения большего постоянства скорости и увеличения воспроизводимости результатов, стояк перекрывают пробкой, заливают сплав в чашу до определенного уровня, замеряют температуру и поднимают пробку.
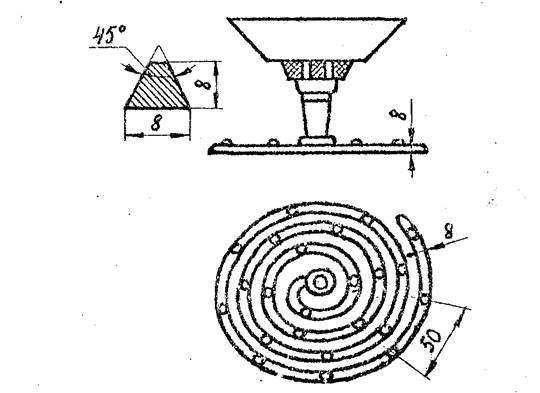
Рисунок 1 - Спиральная проба с центральным подводом металла.
Для облегчения измерения длины залитой части спирали и модели спирали делают выступы с таким расчетом, чтобы на отливке расстояние между ними было 50 мм.
Прутковая проба длиной 700 мм и диаметром 5 мм, иногда применяемая для определения жидкотекучести стали, менее удобна, так как имеет большие размеры и требует тщательной установки в горизонтальное положение под заливку.
Лабиринтная проба с каналом, меняющим направление на 900 через каждые 30 мм, устраняет влияние условий начального заполнения формы и дает заметную разницу в длине при перегревах, отличающихся всего на 25 0 С.
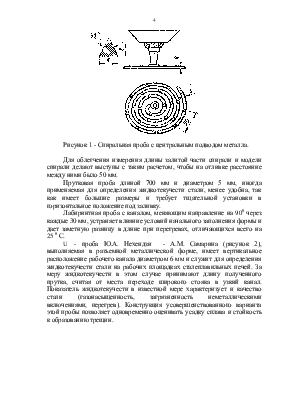
U - проба Ю.А. Нехендзи - А.М. Самарина (рисунок 2), выполняемая в разъемной металлической форме, имеет вертикальное расположение рабочего канала диаметром 6 мм и служит для определения жидкотекучести стали на рабочих площадках сталеплавильных печей. За меру жидкотекучести в этом случае принимают длину полученного прутка, считая от места переходе широкого стояка в узкий канал. Показатель жидкотекучести в известной мере характеризует и качество стали (газонасыщенность, загрязненность неметаллическими включениями, перегрев). Конструкция усовершенствованного варианта этой пробы позволяет одновременно оценивать усадку сплава и стойкость к образованию трещин.
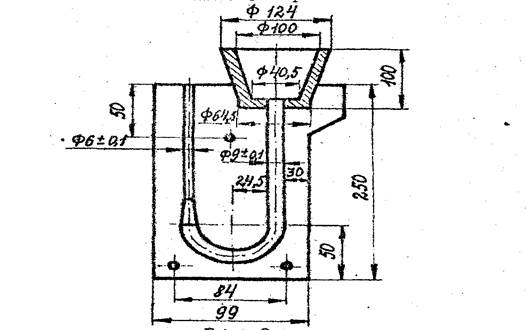
Рисунок 2 - U - проба Ю.А. Нехендзи - А.М. Самарина.
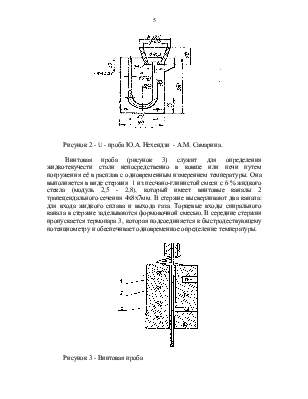
Винтовая проба (рисунок 3) служит для определения жидкотекучести стали непосредственно в ковше или печи путем погружения её в расплав с одновременным измерением температуры. Она выполняется в виде стержня 1 из песчано-глинистой смеси с 6 % жидкого стекла (модуль 2,5 - 2,8), который имеет винтовые каналы 2 трапецеидального сечения 4х8х7мм. В стержне высверливают два канала: для входа жидкого сплава и выхода газа. Торцевые входы спирального канала в стержне заделываются формовочной смесью. В середине стержня пропускается термопара 3, которая подсоединяется к быстродествующему потенциометру и обеспечивает одновременное определение температуры.
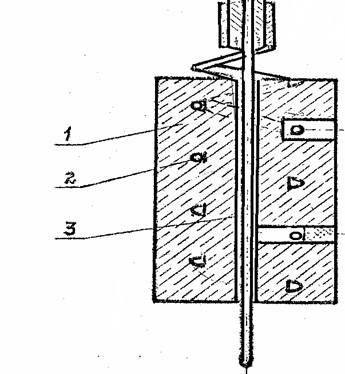
Рисунок 3 - Винтовая проба
Винтовая проба может быть выполнена из графита. Величины жидкотекучести определяются длиной пути, пройденного сплавом по винтовому каналу пробы при охлаждении сплава от температуры перегрева до температуры наступления нулевой жидкотекучести. Замер длины производят по наружной образующей винтовой линии в специальном полом прозрачном цилиндре из плексиглаза, внутрь которого помещается полученная проба
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.