Сущность определения жидкотекучести с помощью проб переменного сечения состоит в заполнении металлом полости формы клинового сечения. Мерой жидкотекучести в этом случае служит глубина проникновения металла в клиновидное сечение. В отличие от проб постоянного сечения пробы переменного сечения дают возможность определить подвижность жидкого, некристаллизующегося металла в одинаковых условиях, так как объем металла в пробе практически не меняется. Эти пробы позволяют определить минимальную толщину стенки отливки, какая может быть заполнена в данных условиях литья.
Клиновая проба заливается в металлическую форму. Для исключения ударного действия струи вершину угла клина во время заливки располагают вертикально. Мерой жидкотекучести служит величина зазора между затвердевшим металлом и вершиной угла клина; чем меньше это расстояние, тем жидкотекучесть больше. Клиновая проба показана на рисунке 4, а.
Шариковую пробу, разработанную А.Г. Спасским, можно получить как в металлической, так и в песчаной форме. Металлическая форма (рисунок 4,б) с вертикальным разъемом состоит из двух половинок и клиновой вставки, соприкасающейся со стальным шариком диаметром 20 мм, вмонтированным в одну из полуформ. Сплав подводится в нижнюю часть полости формы. Форму перед заливкой нагревают.
После затвердевания сплава в месте соприкосновения шарика и клина образуется отверстие, площадь или средний диаметр которого и будет являться мерой жидкотекучести. Причем, чем меньше площадь или средний диаметр этого отверстия, тем более тонкостенную отливку может заполнить сплав в аналогичных условиях. Эта проба применяется при определении жидкотекучести цветных сплавов и имеет по сравнению со спиральной следующие преимущества: 1) постоянство объема жидкого металла; 2) возможность подогрева с целью устранения влияния на показатель жидкотекучести процесса кристаллизации при заполнении полости формы; 3) позволяет определять возможность заполнения тонких рельефов.
В пробах с переменным сечением на показатель жидкотекучести,
кроме подвижности сплава, большое влияние оказывает поверхностное натяжение и
определяемая им величина смачиваемости стенок формы сплавом. В частности, чем
выше смачиваемость формы сплавом, тем меньше будет диаметр отверстия в
шариковой пробе и тем меньше величина зазора в 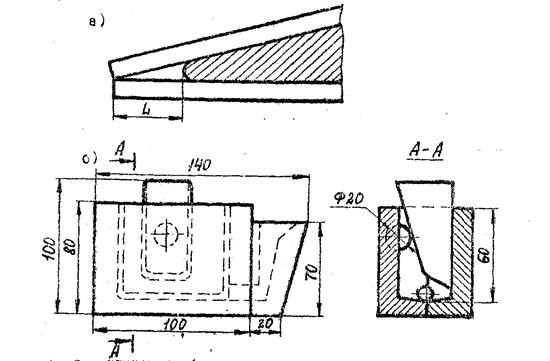 клиновой пробе.
клиновой пробе.
а) клиновая проба; б) шариковая проба
Рисунок 4 - Пробы с переменным сечением
Рекомендуемые типы проб на жидкотекучесть для основных литейных сплавов приведены в таблице 1.
Таблица 1 – Пробы для определения жидкотекучести
|
Сплав |
Рекомендуемые типы |
|
Ковкий чугун |
Спиральная |
|
Углеродистая сталь |
Прутковая, U –образная, спиральная с боковым подводом сплава |
|
Легированная сталь |
U –образная, винтовая, прутковая |
|
Алюминиевые сплавы |
Спиральная, винтовая |
|
Магниевые сплавы |
Спиральная, шариковая, клиновая |
|
Бронзы оловянные |
Спиральная, шариковая, клиновая |
|
Бронзы безоловянные |
Спиральная, клиновая |
|
Латуни обычные |
Спиральная |
|
Латуни специальные |
Спиральная, шариковая |
 При рассмотрении технологических проб постоянного
сечения, заливаемых при определении жидкотекучести, можно заметить, что на
некоторой части в конце пробы сечение затвердевшего металла оказывается
суженным на длине l (рисунок 5).
При рассмотрении технологических проб постоянного
сечения, заливаемых при определении жидкотекучести, можно заметить, что на
некоторой части в конце пробы сечение затвердевшего металла оказывается
суженным на длине l (рисунок 5).
Рисунок 5 - Схема для определения формовоспроизводимости
Длина (L-l) на которой не наблюдается сужения сечения, иногда называют мерой формозаполняемости или формовоспроизводимость Ф:
Ф = (L-l) / L · 100
2. МАТЕРИЛЫ И ОБОРУДОВАНИЕ
Плавильная печь - 1 шт; гальванометр с термопарой (ХА) - 1 комплект; формы для отливки спиральных проб — 4 шт; измерительный инструмент — 1 комплект; шихтовые материалы — 50 кг.
3. СОДЕРЖАНИЕ И ОБЪЕМ РАБОТЫ
Работа рассчитана на 4 часа.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.