Кнопка «Вкл» - S1 (= 1 при нажатии);
Кнопка «Руч/Авто» - S2 (= 1 при нажатии);
Кнопка «Старт» - S3 (= 1 при нажатии);
Кнопка «Стоп» - S4 (= 0 при нажатии);
Кнопка «Шаг» - S5 (= 1 при нажатии);
Конечные выключатели В1 - В6 (= 1 при срабатывании).
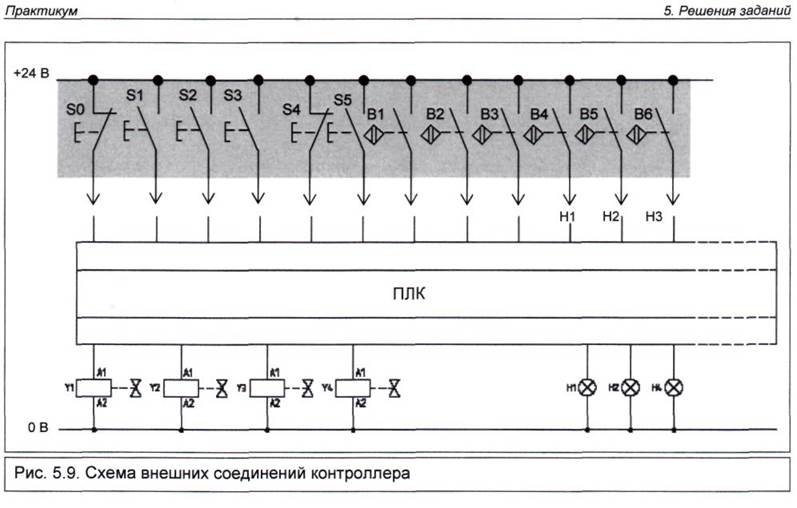
Выходные переменные: Клапаны Y1 - Y4; Лампы Н1, Н2 и Н4.
![]()
Шаг 2. Построение шаговой диаграммы.
Для построения шаговой диаграммы необходимо определить операции рабочего цикла пресса и обозначить их как последовательные шаги.
Рабочий цикл пресса состоит из шести операций:
1. Подача и укладка заготовки в матрицу.
2. Штамповка монеты.
3. Отвод штампа.
4. Выталкивание монеты из матрицы.
5. Сдувание монеты сжатым воздухом в приемный бункер.
6. Отвод выталкивателя и прекращение подачи воздуха в сдуватель.
Вид шаговой диаграммы показан на рис. 5.10. Рабочий цикл начинается с нажатия кнопки «Вкл» в автоматическом режиме или кнопки «Шаг» в ручном режиме. После этого открывается клапан Y1 и заготовка подается в матрицу пресса. На втором шаге при срабатывании датчика В2 клапан Y1 закрывается и открывается клапан Y2. Пуансон опускается в матрицу. Во время этого процесса лампа НЗ мигает с частотой 0,6 Гц. Третий шаг начинается со срабатывания датчика ВЗ. После 3-секундной задержки клапан Y2 закрывается и пуансон поднимается вверх. На четвертом шаге после срабатывания датчика В4 открывается клапан Y3 и монета выталкивается из матрицы. На пятом шаге при срабатывании датчика В6 открывается клапан Y4, подавая струю сжатого воздуха на монету. На шестом шаге, когда монета падает в накопитель и срабатывает датчик В5, клапаны Y3 и Y4 закрываются. Рабочий цикл завершен. В автоматическом режиме он возобновляется снова, в ручном режиме очередной цикл может быть начат нажатием кнопки «Шаг».
![]()

Шаг 3. Написание логических уравнений для каждого шага диаграммы.
Ниже приводится система логических уравнений, описывающих рабочий цикл пресса в соответствии с шаговой диаграммой. Поскольку при последовательном управлении в прикладной программе должны применяться инструкции выходов с памятью, логические уравнения должны представлять собой булевы функции установки и сброса.


Шаг 5. Написание программы реализации рабочего цикла.
Программа реализации рабочего цикла чеканочного пресса показана на рис. 5.11 и 5.12.
Программа содержит цепочку инициализации Network 1 и шесть логических блоков, начинающихся инструкцией SCR и заканчивающихся инструкцией SCRE. Каждый логический блок соответствует операции рабочего цикла и содержит условия включения или выключения исполнительных и сигнальных элементов. Эти условия определены логическими уравнениями на шаге 3.
Для реализации мигания лампы НЗ при движении пресса вниз (операция 2) можно использовать методы формирования временных интервалов, описанные в разделе 2.2. Например, для непрерывного генерирования световых вспышек можно использовать два таймера TON, работающих в режиме управления, с помощью сигналов их состояний: первый из них формирует интервал включения лампы, второй - интервал паузы.
В разрабатываемой программе использованы таймеры Т40 и Т41 с дискретой 100 мс (Network 6 на рис. 5.11). В качестве бита включения генератора импульсов используется бит М0.1, который устанавливается на шаге 2 и сбрасывается на шаге 3. Чтобы лампа мигала в течение всего времени опускания пресса, команда завершения логического блока выполняется только при срабатывании датчика ВЗ (адрес I0.4).
Полученная программа должна быть доработана для реализации режимов работы пресса, предусмотренных алгоритмом его работы. Для реализации автоматического и ручного режимов работы необходимо обеспечить их переключение с помощью одного переключателя S2. Соответствующий код должен быть вставлен в первый логический блок. На рис. 5.12 приведен фрагмент первого блока программы управления прессом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.