ВИДЫ ДЕФЕКТОВ и
ОБРАЗЦЫ СТРУКТУР
ГОТОВОЙ ПРОДУКЦИИ
Памятка
Для контролеров ОТК, мастеров и литейщиков литейного производства
Новокузнецк 2005г.
Содержание
|
Виды дефектов |
3 |
|
Трещины |
3 |
|
Неслитины |
5 |
|
Наплывы |
7 |
|
Пережимы |
10 |
|
Пористость |
13 |
|
Надрывы, надиры |
17 |
|
Неметаллические включения |
19 |
|
Темные пятна и окалина на поверхности |
24 |
|
Волнистость |
25 |
|
Кривизна |
25 |
|
Геометрические дефекты плоских слитков |
26 |
|
Образцы структур готовой продукции |
36 |
|
Отливки из алюминия |
36 |
|
Слитки из сплавов АК6М2, АК12М2, АК9Т, АК10М2Н |
44 |
|
Слитки из сплавов АК7ч, АК9ч, АК9пч, АК12пч, АК12ММгН, AlSi17Mg |
49 |
Виды дефектов
Трещины
Трещина – это разрыв металла на поверхности или внутри слитка, проникающий вглубь и имеющий любое направление. Трещины в слитках возникают как в процессе кристаллизации (кристаллизационные или горячие трещины), так и после полного затвердевания слитка (холодные трещины). Холодные трещины обычно приводят к разрушению слитка (трещины на Т-образных слитках из сплава АК10М2Н).
В круглых слитках трещины могут быть радиальные и продольные – как правило, горячие образующиеся вследствие нарушения установленных параметров литья: завышенной температуры и скорости литья, неравномерного охлаждения по периметру слитка или из–за неправильного распределения металла в кристаллизаторе.
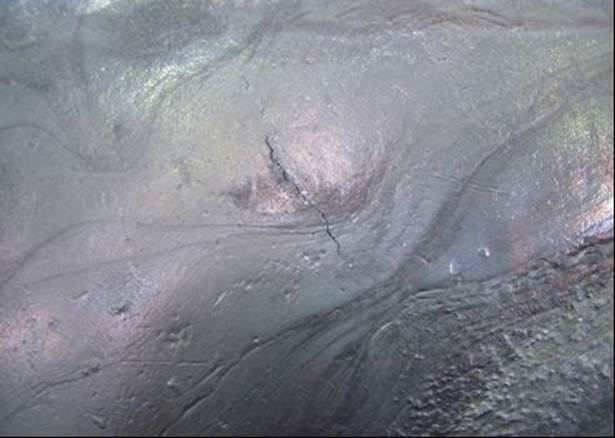
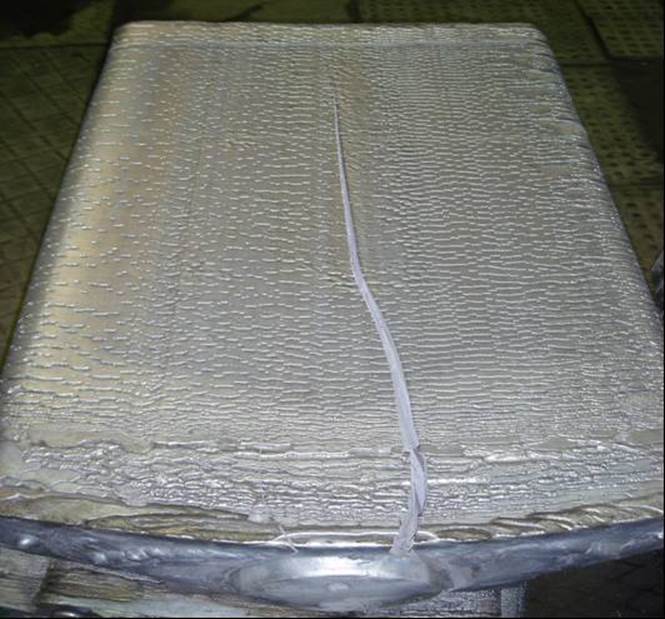
На плоских слитках, слитках Т-образной формы из алюминия и сплавов АК6М2, АК12М2 и АК10М2Н образуются горячие трещины (волосовидные и более 1 мм по ширине). Эти трещины в основном поверхностные, располагаются по широким граням и совпадают с направлением литья. Появление их зависит от химического состава сплава, а также от внутренних деформаций и напряжений, которые возникают из-за температурного градиента в сечении и по высоте слитка.
Возможные причины появления и способы устранения трещин приведены в таблице 1.
Таблица 1
|
Возможные причины появления |
Способы устранения |
|
Расход воды на запуске слишком мал |
Увеличьте начальный расход воды |
|
Слишком высокая начальная скорость |
Уменьшите начальную скорость |
|
Начальная температура металла слишком высока |
Необходимо снизить температуру металла |
|
Неравномерная подача воды |
Осмотрите водяные сопла, проверьте картину распределения воды и проведите замеры расхода воды, если это необходимо |
|
Слишком быстрoе изменение скорости литья |
Увеличьте время перехода скорости литья от запуска до рабочей скорости |
|
Быстрое заполнение кристаллизаторов |
Увеличьте время заполнения кристаллизаторов |
|
Смещение носков распределительной чаши относительно центра слитка |
Отрегулируйте установку распределительной чаши |
на поверхности цилиндрических слитков из алюминия и сплава АД-31.
При переходе трещины с донника на одну из граней Т-образной чушки она будет считаться браковочным признаком.

Трещина в донной части плоского слитка
Если трещина с донной части слитка продолжается более 70 мм и имеет более 3 мм в ширину (далее 150мм от мнимой линии), то она считается браковочным признаком.
Трещина на чушке Т-образной формы из сплава АК10М2Н
Неслитины
Неслитина – дефект, выходящий на поверхность в виде чередующихся углублений, обычно перпендикулярных продольной оси слитка и расположенных параллельно нижней плоскости отливки. Неслитина представляет собой несплошность, образовавшуюся из-за неслияния потоков металла при кристаллизации. При низкой скорости литья металл поступает к стенке кристаллизатора неравномерно. На участках, где слой расплава тоньше, температура его быстро снижается, в результате чего начинается кристаллизация, которая распостраняется от стенки кристаллизатора в глубину слитка и в этом месте образуется твердая корочка. При поступлении следующей порции горячего металла образовавшаяся корочка не успевает расплавиться и над ней образуется новый твердый слой. Несплошность, появившаяся между двумя твердыми слоями и есть неслитина. Циклы образования неслитин на поверхности слитков периодически повторяются.
Возможные причины появления и способы устранения неслитин приведены в таблице 2.
Таблица 2
|
Возможные причины появления |
Способы устранения |
|
Холодный температурный режим |
Убедитесь в том, что температура металла, расход воды, скорость литья и высота уровня металла соответствуют значениям, заданным в регламенте литья. |
|
Неравномерное поступление металла в кристаллизатор |
Проверьте плавность хода литейного стола |
|
Недостаточный уровень металла в распределительной чаше |
Обеспечьте постоянный и достаточный уровень металла в распределительной чаше |
|
Слишком сильное охлаждение в углах кристаллизатора |
Заглушите водяные отверстия в углах |
|
Плохая смазка кристаллизатора |
Наложить смазку перед литьем |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




