Температуру закалки взяли минимальную из возможной для стали У8. Это объясняется тем, что с увеличением температуры начинает расти зерно аустенита, и следовательно ухудшаются физико-механические свойства стали.
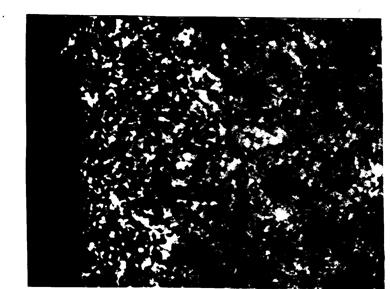
На поверхности образца видна зона со структурой продуктов промежуточного превращения переохлажденного аустенита-бейнит, тростит (ее протяженность составляет 30 мкм). Это связано с тем, что поверхность обезуглерожена и следовательно имеет более высокую температуру фазового превращения.
Далее к центру структура состоит из мелкозернистого мертенсита, которая в последствии (на глубине 3-4 мм) переходит в структуру продуктов промежуточного превращения переохлажденного аустенита (бейнит, тростит). Это находит объяснение в низкой устойчивости переохлажденного аустенита.
Исследование структуры образцов, прошедших деформационно-термоциклическую обработку показало, что продолжительность зоны мелкозернистого мартенсита увеличилась по сечению образца, а продукты промежуточного превращения переохлажденного аустенита имеют мелко дисперсную структуру.
После закалки проводился отпуск при 200°С и 500°С. Длительность отпуска составляла 90 мин.
Микроструктура отпущенной стали представлена на рисунке 3.14.
Исходя из литературных данных отпуск при 200°С приводит к выделению углерода из мартенсита и образованию структуры мартенсита отпуск. Одновременно с этим процессом происходит образование метастабильного ε-карбида, который выделяется в виде тонких пластин. При увеличении длительности отпуска до 90мин. возрастает число образовавшихся частиц карбида.
После отпуска при температуре 500°С образуется сорбит отпуска, так же наблюдается небольшое количество троостита. С увеличением времени отпуска до 90мин. Происходит процесс коагуляции и сфероидизации карбидов.
Следует отметить, что после ДТЦО такие структуры как мартенсит, тростит, сорбит более устойчивы при нагреве, чем у образцов после непрерывной ковки.
Очевидно это связано с тем, что во время ДТЦО уменьшается содержание водорода в твердом растворе, т.е. снижается диффузионная подвижность элементов и следовательно замедляется распад мертенсита.
а
б
в
г
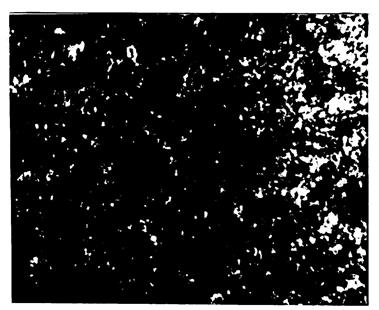
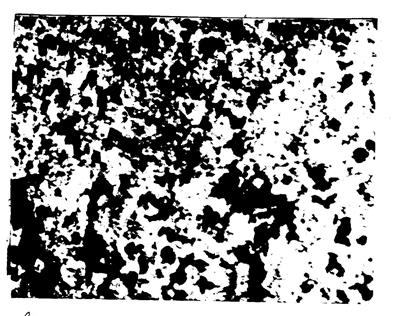
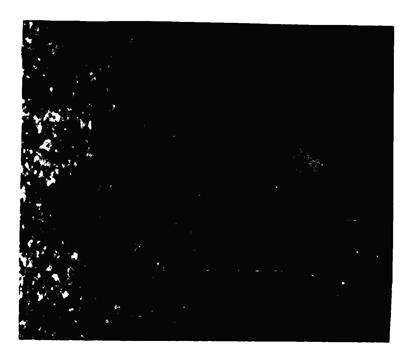
Рисунок 3.13 Микроструктура стали У8 подвергнутой ДТЦО после закалки
а- режим ковки №0 (поверхностный слой)
б- режим ковки №1
в- режим ковки №2
г- режим ковки №3
а
б
в
г
Рисунок 3.14 Влияние температуры отпуска на микроструктуру стали У8
а- режим ковки №0 Тотп=200°С, τ=90мин
б- режим ковки №3 Тотп=200°С, τ=90мин
в- режим ковки №0 Тотп=500°С, τ=90мин
г- режим ковки №3 Тотп=500°С, τ=90мин
3.2.4 Физико-механические свойства стали У8 после термической обработки
Повышение прочности стали У8 после ДТЦО дает дает основание предполагать, что совместное воздействие ДТЦО и упрочняющей термической обработки позволит еще более повысить прочностные свойства изучаемой стали по сравнению со сталью заводского изготовления.
В связи с этим, следующим этапом исследования являлось изучения влияния различных режимов термической обработки на физико-механические свойства стали У8, подвергавшейся термоциклической деформации.
Результаты измерения механических свойств после термической обработки приведены в таблице.
Таблица 3.4 Механические свойства циклически деформированной стали У8 после термической обработки
|
№ режима ковки |
Режим термообработки |
σв, Мпа |
σ0,2, МПа |
δ, % |
φ, % |
KCU, МДж/м2 |
|
0 |
-закалка 750°С (вода) -закалка 750°С (вода)+отп. 200°С -закалка 450°С (вода)+отп.500°С |
600 1188 1183 |
1086 |
1,7 15 |
1,7 20 |
0,064 0,061 0,501 |
|
1 |
-закалка 750°С (вода) -закалка 750°С (вода)+отп.200°С -закалка 750°C (вода)+отп.500°С |
725 1115 1181 |
1207 |
12,7 |
25 |
0,026 0,058 0,526 |
|
2 |
-закалка 750°С (вода) -закалка 750°С (вода)+отп.200°С -закалка 750°C (вода)+отп.500°С |
572 860 1180 |
1093 |
15,7 |
26,7 |
0,026 0,038 0,513 |
|
3 |
-закалка 750°С (вода) -закалка 750°С (вода)+отп.200°С -закалка 750°C (вода)+отп.500°С |
682 1153,6 1154 |
1055 |
10 |
8,3 |
0,064 0,057 0,568 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.