время необходимое на установку детали в 3 кулачковом патроне (Тб 22-Гурвич).
2) наплавка
а) слой наплавки.
Где t= 2(мм)- толщина наплавляемого слоя
D=41(мм)-наибольший диаметр
d=37(мм)-наименьший диаметр
б) количества проходов
 -количество проходов.
-количество проходов.
в) режимы для наплавки
|
Диаметр детали, мм |
Толщина слоя наплавляемо метала, мм |
Диаметр электродной проволоки, мм |
Сила тока наплавки, А |
Скорость наплавки м/мин |
Скорость подачи электродной проволоки м/мин |
Расход охлаждающей жидкости, л/мин |
Шаг наплавки мм/об |
Амплитуда вибрации проволоки, мм |
Угол подачи проволоки к деталям, град. |
|
41 |
1,1 |
2 |
150 |
1 |
0,8 |
0,5 |
1,6 |
2 |
45 |
г) определяем число оборотов.

Где Uнап=1,2 (м/мин)- скорость наплавки.
D=41 (мм)-диаметр наплавки поверхности
е) частота вращения шпинделя по паспорту станка 1К62
nп=16(об/мин)- число оборотов по паспорту станка 1К62.
ж) действительная скорость резания.

где D=41 (мм)-диаметр наплавки поверхности
nп=16(об/мин)- число оборотов по паспорту станка
1К62 понижение частоты вращение достигается редукторам
з) расчет основного времени.
Где S=0,4(мм/об)-подача
i=1 -количества проходов
Z= 22,5 (мм)- расчетная длина обработки
и) вспомогательное время.
tвс2=0,9(мин)
То=tо=3,5(мин)- основного времени.
Твс= tвс1+ tвс2 =1,3+0,9=2,2 (мин)- вспомогательное время.
Топ= То+ Твс=3,5+2,2=5,7 (мин)-оперативное время.
Тд= -дополнительное время
-дополнительное время
где То=3,5 (мин)- основного времени.
К=15- отношение дополнительного времени к оперативному(%).
Тш= То+ Твс+ Тд=3,5+2,2 +0,9=6,6 (мин)-штучное время.
 -калькуляционное время.
-калькуляционное время.
Где tп.з=16(мин)-подгатовительно-заключительное время
(Тб 207 Гурвич).
g=2(шт)-партия ремонтируемых деталей.
Тпар= tп.з +Тш* g=16+6,6*2=29,2 (мин)- общее время на изготовление каждого изделия.
3) наплавка
а) слой наплавки.
Где t= 5(мм)- толщена наплавляемого слоя
D=50(мм)-наибольший диаметр
d=40(мм)-наименьший диаметр
б) количества проходов
 -количество проходов.
-количество проходов.
в) режимы для наплавки.
|
Диаметр детали, мм |
Толщина слоя наплавляемо метала, мм |
Диаметр электродной проволоки, мм |
Сила тока наплавки, А |
Скорость наплавки м/мин |
Скорость подачи электродной проволоки м/мин |
Расход охлаждающей жидкости, л/мин |
Шаг наплавки мм/об |
Амплитуда вибрации проволоки, мм |
Угол подачи проволоки к деталям, град. |
|
50 |
1,1 |
2 |
160 |
1 |
0,8 |
0,5 |
1,6 |
2 |
45 |
г) определяем число оборотов.

Где Uнап=1,2 (м/мин)- скорость наплавки.
D=50 (мм)-диаметр наплавки поверхности
е) частота вращения шпинделя по паспорту станка 1К62
nп=16(об/мин)- число оборотов по паспорту станка 1К62.
ж) действительная скорость резания.

где D=50 (мм)-диаметр наплавки поверхности
nп=16(об/мин)- число оборотов по паспорту станка
1К62 понижение частоты вращение достигается редукторам
з) расчет основного времени.

Где S=0,4(мм/об)-подача
i=1 -количества проходов
Z= 56,5 (мм)- расчетная длина обработки
и) вспомогательное время.
tвс1=0,9(мин)
4) снять деталь
tвc3= 1(мин)-(Тб 206)
То=tо=26,48(мин)- основного времени.
Твс= tвс1+ tвс3 =0,9+1=1,9 (мин)- вспомогательное время.
Топ= То+ Твс=26,48+1,9 =28,38 (мин)-оперативное время.
Тд= -дополнительное время
-дополнительное время
где То=26,48 (мин)- основного времени.
К=15- отношение дополнительного времени к оперативному(%).
Тш= То+ Твс+ Тд=26,48+1,9 +4,3=32,68 (мин)-штучное время.
 -калькуляционное время.
-калькуляционное время.
Где tп.з=16(мин)-подгатовительно-заключительное время
(Тб 207 Гурвич).
g=2(шт)-партия ремонтируемых деталей.
Тпар= tп.з+ Тш* g=16+32,68 *2= 81,36(мин)- общее время на изготовление каждого изделия.
015 Шлифования.
|
№ |
наименование перехода |
То |
Твс. |
Топ |
Тд |
Тшт |
Тк |
Тпар |
|
1 |
Установить деталь в патроне |
7,5 |
7,5 |
13,9 |
1,25 |
15,15 |
18,65 |
37,3 |
|
2 |
Шлифовать с ø50 до ø48 на длину 56,5мм 1,25 √ |
|||||||
|
3 |
Шлифовать с ø41 до ø41 до ø 2,5 √ |
2,9 |
3,35 |
6,25 |
0,56 |
6,81 |
10,31 |
20,62 |
|
4 |
Снять деталь |
1)установить
tвс1 =0,8(мин)- время необходимое на установку детали в 3 кулачковом патроне (Тб147-Гурвич).
2) Шлифовать.
а) Шлифовать.
Где t= 1(мм)- припуск на шлифовку.
D=50(мм)-наибольший диаметр
d=48(мм)-наименьший диаметр
hчр = 0,8(мм)-припуск на черновую обработку.
hчис =0,2(мм) -припуск на чистовую обработку
б) количества проходов.
i1 =  - проходов на черновую
обработку.
- проходов на черновую
обработку.
Где tчр=0,03мм –глубина шлифования на черновую обработку
(Тб140-Гурвич).
i2 =  - проходов на обработку
- проходов на обработку
Где tчис=0,007мм –глубина шлифования на чистовую обработку
(Тб142-Гурвич).
в)продольная подача
Sпр=β*Вк=0,35*20=7(мм/об)
где β=0,35-продольная подача в долях шлифованного круга
Вк=20(мм)-ширена круга подбирается по справочник
(Обработка Металлов год 1988.)
г) определяем окружную скорость шлифовки.
Uчир= Uт*Км =18*1=18(м/мин)
Где Uт=18(м/мин)- теоретическая скорость шлифовки (Тб 143 Гурвич)
Км=1-кофициент учитывающий обрабатываемый материал
(Тб 144 Гурвич)
Uчир= Uт*Км* Ко =18*1*0,75=18(м/мин)
Где Uт=18(м/мин)- теоретическая скорость шлифовки (Тб 143 Гурвич)
Км=1-коффициент учитывающий обрабатываемый материал
(Тб 144 Гурвич)
Ко=0,75- коэффициент учитывающий характер шлифовки
(Тб 144 Гурвич)
д) определяем частоту вращения изделия.

Где Uк=18 (м/мин)- скорость резания кариктирования.
D=50(мм)-диаметр обрабатываемой поверхности
е) подбираем станок 316М
nп=120(об/мин)- число оборотов по паспорту станка 316М
ж) действительная скорость.

з) расчет основного времени.

Где Sпр=7(мм/об)-подача
i=27-количества проходов
Z=I+ Вк*0,5 =56,5+20*0,5=66,5(мм)- расчетная длина обработки
Где I=22,5(мм)-длина обработки
(Вк*0,5) –Величина врезания и перебега (мм)- (Тб 146 Гурвич)
Кз=1,4- коэффициент (Тб 138 Гурвич)

Где Sпр=7(мм/об)-подача
i=29-количества проходов
Z=I+ Вк*0,5 =56,5+20*0,5=66,5(мм)- расчетная длина обработки
Где I=22,5(мм)-длина обработки
(Вк*0,5) –Величина врезания и перебега (мм)- (Тб 146 Гурвич)
Кз=1,4- коэффициент (Тб 138 Гурвич)
и) вспомогательное время.
tвс2=(( i1+i2-2)*0,06)+1,6+0,8=((27+29-2)*0,06)+1,6+0,8=5,6 (мин)-
(Тб 148 Гурвич)
То=tчис+tчр=3+3,5=7,5(мин) - основного времени.
Твс= tвс1+ tвс2 =0,8+5,6 =7,5 (мин)- вспомогательное время.
Топ= То+ Твс=7,5+6,4 =13,9(мин)-оперативное время.
Тд= -дополнительное время
-дополнительное время
где То=13,9(мин)- основного времени.
К=9- отношение дополнительного времени к оперативному(%).
Тш= То+ Твс+ Тд=7,5+6,4 +1,25=15,15(мин)-штучное время.
 -калькуляционное время.
-калькуляционное время.
Где tп.з=7 (мин)-подгатовительно-заключительное время (Тб 26 Гурвич).
g=2(шт)-партия ремонтируемых деталей.
Тпар= tп.з+ Тш* g=7+15,15*2=37,3(мин)- общее время на изготовление каждого изделия.
3) Шлифовать.
а) Шлифовать.
Где t= 0,5(мм)- припуск на шлифовку.
D=41(мм)-наибольший диаметр
d=40(мм)-наименьший диаметр
hчр = 0,4(мм)-припуск на черновую обработку.
hчис =0,1(мм) -припуск на чистовую обработку
б) количества проходов.
i1 =  - проходов на черновую
обработку.
- проходов на черновую
обработку.
Где tчр=0,03мм –глубина шлифования на черновую обработку
(Тб140-Гурвич).
i2 =  - проходов на обработку
- проходов на обработку
Где tчис=0,007мм –глубина шлифования на чистовую обработку
(Тб142-Гурвич).
в)продольная подача
Sпр=β*Вк=0,35*20=7(мм/об)
где β=0,35-продольная подача в долях шлифованного круга
Вк=20(мм)-ширена круга подбирается по справочник
(Обработка Металлов год 1988.)
г) определяем окружную скорость шлифовки.
Uчир= Uт*Км =18*1=18(м/мин)
Где Uт=18(м/мин)- теоретическая скорость шлифовки (Тб 143 Гурвич)
Км=1-кофициент учитывающий обрабатываемый материал
(Тб 144 Гурвич)
Uчир= Uт*Км* Ко =18*1*0,75=18(м/мин)
Где Uт=18(м/мин)- теоретическая скорость шлифовки (Тб 143 Гурвич)
Км=1-коффициент учитывающий обрабатываемый материал
(Тб 144 Гурвич)
Ко=0,75- коэффициент учитывающий характер шлифовки
(Тб 144 Гурвич)
д) определяем частоту вращения изделия.

Где Uк=18 (м/мин)- скорость резания кариктирования.
D=50(мм)-диаметр обрабатываемой поверхности
е) подбираем станок 316М
nп=120(об/мин)- число оборотов по паспорту станка 316М
ж) действительная скорость.

з) расчет основного времени.

Где Sпр=7(мм/об)-подача
i=13-количества проходов
Z=I+ Вк*0,5 =56,5+20*0,5=66,5(мм)- расчетная длина обработки
Где I=22,5(мм)-длина обработки
(Вк*0,5) –Величина врезания и перебега (мм)- (Тб 146 Гурвич)
Кз=1,4- коэффициент (Тб 138 Гурвич)

Где Sпр=7(мм/об)-подача
i=14,2-количества проходов
Z=I+ Вк*0,5 =56,5+20*0,5=66,5(мм)- расчетная длина обработки
Где I=22,5(мм)-длина обработки
(Вк*0,5) –Величина врезания и перебега (мм)- (Тб 146 Гурвич)
Кз=1,4- коэффициент (Тб 138 Гурвич)
и) вспомогательное время.
tвс3=(( i1+i2-2)*0,06)+1,6+0,8=((13+14,2-2)*0,06)+1,6+0,8=2,55 (мин)-
(Тб 148 Гурвич)
4) снять деталь
tвc4= 0,8(мин)-(Тб 147)
То=tчис+tчр=1,4+1,5=2,9(мин) - основного времени.
Твс= tвс3+ tвс4 =2,55+0,8 =3,35 (мин)- вспомогательное время.
Топ= То+ Твс=2,9+3,35 =6,25(мин)-оперативное время.
Тд= -дополнительное время
-дополнительное время
где Топ=6,25(мин)- основного времени.
К=9- отношение дополнительного времени к оперативному(%).
Тш= То+ Твс+ Тд=2,9+3,35 +0,56=6,81(мин)-штучное время.
 -калькуляционное время.
-калькуляционное время.
Где tп.з=7 (мин)-подгатовительно-заключительное время (Тб 26 Гурвич).
g=2(шт)-партия ремонтируемых деталей.
Тпар= tп.з+ Тш* g=7+6,81*2=20,62(мин)- общее время на изготовление каждого изделия.
]
020 Фрезеровка
|
№ |
наименование перехода |
То |
Твс. |
Топ |
Тд |
Тшт |
Тк |
Тпар |
|
1 |
Установить деталь в патроне |
20 |
4,15 |
24,15 |
0,19 |
24,34 |
33,84 |
67,68 |
|
2 |
Фрезеровать шлицы 8*40*4gt7*8е*8 согласно чертежа |
|||||||
|
3 |
Снять деталь |
1)установить
tвс1 = 3,1 (мин)- время необходимое на установку и снять деталь
(Тб 111-Гурвич).
2) Фрезеровать
а) подбираем червячную фрезу «D8*42*48-d8 ГОСТ 8027-86»
D=90(мм)-наибольший диаметр фрези
i=10- количества зубьев фрезы
б) Количества проходов на обработку
i =  - проходов на обработку
- проходов на обработку
в) корректирования подача.
Sк=Sт*Км=0,8*1=0,8(мм/об)
Дге Sт=0,8-теоретическая подача (Тб 132-Гурвич).
Км=1- коэффициент (Тб 134 Гурвич)
г) корректирования скорость
Uк= Uт*Км*Кш=14,8*1*1,1=16,28(м/мин)
Где Км=1,7-коэффициент (Тб 134 Гурвич)
Uт=14,8-(Тб 133 Гурвич)
Кш=0,85- коэффициент (Тб 15 Гурвич)
г) определяем число оборотов расчетное.

Где Uк=16,28(м/мин)- скорость резания корректирования.
D=90(мм)-диаметр фрезы
е) подбираем станок 6Н 82Г.
nп=60(об/мин)- число оборотов по паспорту станка 6Н 82Г.
ж) действительная скорость резания.

з) расчет основного времени.

Где Sм=23,5 (мм/об)-подача по паспорту станка 6Н 82Г.
Sох=4000(мм/мин)-подача обратного хода
i=10- количества зубьев фрезы
nп=60(об/мин)- число оборотов по паспорту станка 6Н 82Г.
Z=I+I1+I2=22,5+2=58,5(мм)- расчетная длина обработки
Где I=22,5(мм)-длина обработки
I1+I2=2(мм)
и) вспомогательное время.
tвс2=1,05 (мин)- (Тб 120 Гурвич)
То=tо=20- основного времени.
Твс= tвс1+ tвс2 =3,1 +1,05 =4,15(мин)- вспомогательное время.
Топ= То+ Твс=20+4,15=24,15 (мин)-оперативное время.
Тд= -дополнительное время
-дополнительное время
где Топ=24,15(мин)- основного времени.
К=8- отношение дополнительного времени к оперативному(%).
Тш= То+ Твс+ Тд=20+4,15+0,19=24,34 (мин)-штучное время.
 -калькуляционное время.
-калькуляционное время.
Где tп.з=19(мин)-подгатовительно-заключительное время
(Тб 121 Гурвич).
g=2(шт)-партия ремонтируемых деталей.
Тпар= tп.з+ Тш* g=19+24,34 *2=67,68(мин)- общее время на изготовление каждого изделия.
025 Термообработка.
|
№ |
наименование перехода |
То |
Твс. |
Топ |
Тд |
Тшт |
Тк |
Тпар |
|
1 |
Термообработка |
165 |
12 |
177 |
12,39 |
189,39 |
192,89 |
385,78 |
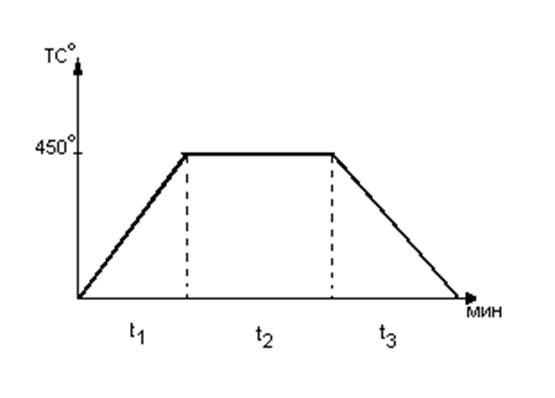
Циклограмма термообработки.
То=t1+ t2+ t3=30+60+75=165 (мин)- основного времени.
где t1= 30(мин)-время нагрева до 450◦.
t2= 60(мин)- время выдержки.
t3=75(мин)- время остывание.
Твс= tвс1 =12 (мин)- вспомогательное время.
Топ= То+ Твс=165+12=177(мин)-оперативное время.
Тд= -дополнительное время
-дополнительное время
где Топ=177 (мин)- основного времени.
К=7- отношение дополнительного времени к оперативному(%).
Тш= То+ Твс+ Тд=165+12 +12,39=189,39 (мин)-штучное время.
 -калькуляционное время.
-калькуляционное время.
Где tп.з=4%от( Топ )=0,4*177 =7(мин)-подгатовительно-заключительное
время (Тб 121 Гурвич).
g=2(шт)-партия ремонтируемых деталей.
Тпар= tп.з+ Тш* g=7+189,39 *2=385,78 (мин)- общее время на изготовление каждого изделия.
2.10. Определение квалификации производственных
рабочих.
Страницы -
2.11. Составление операционно-техногических карт на ремонт детали.
Страницы –
3. Конструкторская часть.
3.1. Назначение приспособления.
Приспособление служит для сопряжение наплавочной головкой и токарного станка. А также для регулировки расстояние между головкой и ремонтируемой деталью. Является защитным средством от поражение зрения, каплей метала и шлака.
3.2.Обоснование выбора приспособления.
Данное приспособления было выбрано исходе из того что в процессе ремонта используется головка для вибродуговой наплавки и необходимость данного приспособления заключается в необходимости закрепления головки на токарном станке.
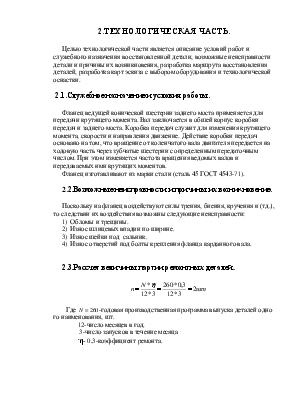
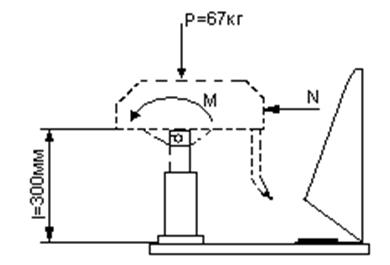
3.3. Описание конструкции и условие работы приспособления.
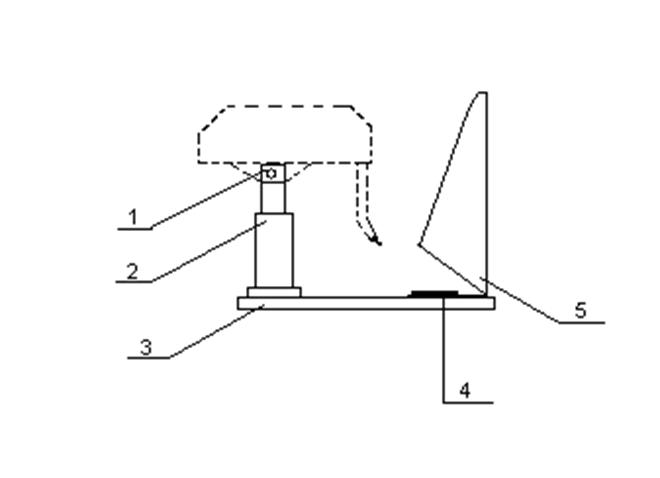
1- Проушина;2)домкрат; 3)плита;4)пластина; 5)кожух зашитый.
Условия работы – данное приспособление испытывает знакопеременные нагрузки инарционого характера как следствии возвратно поступательного движения вибрирующей головки.
3.4.Расчет деталей приспособления.
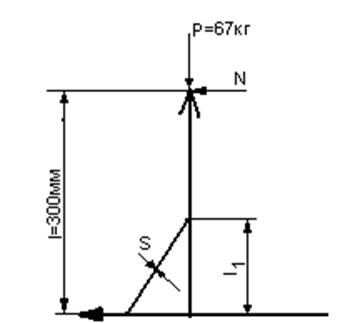
Расчет сварочного шва.
 X
X
Действующиесилы Y
Кинематическая схема сварочного
шва.

Где М=N*I= 8375*0,3=2512,5
Где N=8375
I=300мм=0,3м
W=P/I1*S=20/0,5*0,5=80МПА
где P=m*g/F=67*9,8/31,4*10-6=20*106(Па)=20МПа
гдеm=67(кг)
g=9,8
F=31,4(см2)
I1=0,5(см)
S=0,5(см)
[σ] P= 0,95
Где Р=20МПа
I1=5(мм)
S=5(мм)

Где Р=20МПа
β=0,7
К=5(мм)
L=5,7
Проверка

1,1<1,15
3.6 краткая инструкция по применению приспособления.
Приспособление применяется для соединения наплавочной головкой и токарного станка. А также для регулировки расстояние между головкой и ремонтируемой деталью. Является защитным средством от поражение зрения, каплей метала и шлака.
4. Экономическая часть.
4.1. Определение себестоимости восстановления детали.
Sв = ∑ОЗП + ДЗП + НС + М + Н= 534,93+53,49+31,18+641,91+1,3= =1262,81(руб)-себестоимость восстановления
Где
Основная заработная плата.
∑ОЗП=ОЗП005+ ОЗП010+ ОЗП015+ ОЗП020+ ОЗП025 = 92,13 + 56,4 + 16,66 +48,26 +321,48=534,93(руб)
Где ОЗП005=Сч*tшт/60=100*10/60=16,66 (руб)
Где Сч =100(руб/ч)-часовой тариф
tшт =10(мин)- время штучно-калькуляционное
ОЗП010=Сч*tшт/60=100*55,28/60=92,13 (руб)
Где Сч =100(руб/ч)-часовой тариф
tшт =55,28 (мин)- время штучно-калькуляционное
ОЗП015=Сч*tшт/60=100*28,96/60=48,26 (руб)
Где Сч =100(руб/ч)-часовой тариф
tшт =28,96 (мин)- время штучно-калькуляционное
ОЗП020=Сч*tшт/60=100*33,84/60=56,41 (руб)
Где Сч =100(руб/ч)-часовой тариф
tшт =33,84 (мин)- время штучно-калькуляционное
ОЗП025=Сч*tшт/60=100*192,89/60=321,48 (руб)
Где Сч =100(руб/ч)-часовой тариф
tшт =192,89 (мин)- время штучно-калькуляционное
Дополнительная заработная плата.
ДЗП=0,1*∑ОЗП=0,1*534,93=53,49(руб)
Начисление на социальное страхование.
Нс=0,053*(ДЗП +∑ОЗП)= 0,053*(53,49+534,93)=31,18(руб)
Накладные расходы.
Н=1,2*∑ОЗП=1,2*534,93=641,91(руб)
Расходы наметал.
М=Q*C=0,65*2=1,3(руб)
Где С=2000(руб/т)=2 (руб/кг)-стоимость метала.
Q=U*n*1,4=59,6*7,8*1,4=650(гр)=0,65(кг)- масса наплавляемого метала.
Где
n =7,8(гр/см3)-плотность Ст3
1,4- коэффициент учитывающий теряемый метал.
U= Uк-Uн=281-221,4=59,6 (см3)-объем наплавленного метала.
где Uн=U1+U2=48,3+173,1=221,4(см3)- начальный объем
где U1=2*π*R2*h=2*3,14*1,852*2,25=48,3(см3)- начальный объем посадочного мест.
Где R=1,85(см)- радиус посадочного мест.
h=2,25 (см)-длина наплавляемой поверхности.
U2=2*π*R2*h +((2*π*R2*h -2*π*R2*h)/2 )=
2*3,14*22*5,65 +((2*3,14*2,42*5,65 -2*3,14*22*5,65)/2 ) = =173,1(см3)- начальный объем шлицевого участка вала
Где R1=2(см)-внутренний радиус шлицевого вала.
R2=2,4(см)-наружной радиус шлицевого вала.
h= 5,65(см)-длина наплавляемой поверхности.
Uк= U2+U4=59,3+221,7=281(см3)- объем после наплавки
где U3=2*π*R2*h=2*3,14*2,052*2,25=59,3(см3)- объем после наплавки посадочного мест.
Где R=2,05 (см)- радиус посадочного мест.
h=2,25 (см)-длина наплавляемой поверхности
U4=2*π*R2*h=2*3,14*2,52*5,65=221,7(см3)- объем после наплавки шлицевого участка вала
Где R2=2,5(см)- радиус шлицевого вала.
h= 5,65(см)-длина наплавляемой поверхности
Расчет коэффициента эффективности.

Где Кд =0,75-коэффициент долговечности.
Сн=2150(руб)-стоимость новой детали.
Sв =1262,81(руб)-себестоимость восстановления
Вывод: данный метод востонавления позволяет восстанавливать деталь
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.