













Кузбасский государственный технический
университет
Кафедра технологии металлов
ПРОЕКТИРОВАНИЕ ЛИТЫХ ЗАГОТОВОК
Методические указания к лабораторной работе по курсу «Проектирование заготовок» для студентов направления 552900 специальностей 120100, 120200 и 120500
Составитель А.А. Кречетов |
|
Утверждены на заседании кафедры Протокол № 3 от 30.10.02 |
|
Рекомендованы к печати учебно-методической комиссией по направлению 552900 Протокол № 18 от 11.11.02 |
|
Электронная копия находится в библиотеке главного корпуса ГУ КузГТУ |
Кемерово 2003
1. ЦЕЛЬ РАБОТЫ:
Закрепить теоретические положения по выбору способа получения заготовок, выработать навыки проектирования отливки, оформления чертежа отливки и элементов литейной формы в соответствии с ГОСТ 3.1125-88, составления технических требований на изготовление отливки.
2. ПОРЯДОК ПРОЕКТИРОВАНИЯ ЛИТЫХ ЗАГОТОВОК
· анализ служебного назначения изделия;
· определение типа производства;
· предварительный выбор способов изготовления отливки;
· сравнительные расчеты приведенных затрат по выбранным способам изготовления отливки, выбор оптимального способа изготовления отливки;
· выбор положения отливки в форме при заливке;
· выбор места и конфигурации плоскости разъема формы;
· анализ технологичности конструкции изделия применительно к выбранному способу изготовления отливки, при необходимости внесение изменений в конструкцию изделия;
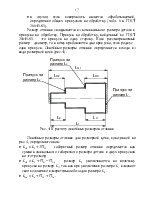
· определение припусков и допусков по ГОСТ 26645-85, определение размеров отливки;
· определение необходимости использования прибылей, места их установки и конструкции;
· расчет массы отливки и определение коэффициента использования металла;
· назначение технических требований;
· выполнение чертежа отливки по ГОСТ 3.1125-88.
3. АНАЛИЗ СЛУЖЕБНОГО НАЗНАЧЕНИЯ ИЗДЕЛИЯ
Анализ служебного назначения изделия необходимо начинать с анализа назначения изделия в целом. Служебное назначение изделия определяет вид рабочих нагрузок, которые, в свою очередь, определяют необходимые эксплуатационные свойства изделия (прочность, износостойкость, усталостная прочность, коррозионная стойкость и т.д.).
Далее изделие разбивается на элементарные поверхности, проводится анализ назначения каждой поверхности. Из этих поверхностей выделяются основные и вспомогательные поверхности. Основными называются такие поверхности, которые непосредственно участвуют в выполнении служебного назначения изделия. Остальные поверхности являются вспомогательными.
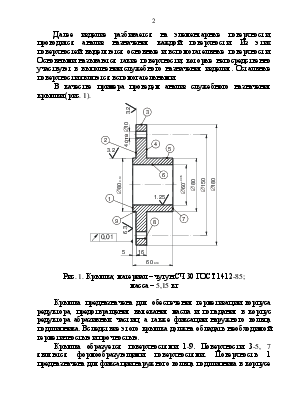
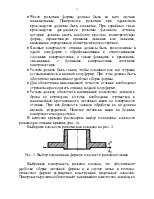
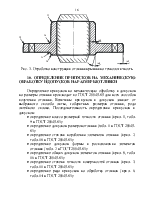
В качестве примера проведем анализ служебного назначения крышки (рис. 1).
Рис. 1. Крышка; материал – чугун СЧ 30 ГОСТ 1412-85;
масса – 5,15 кг
Крышка предназначена для обеспечения герметизации корпуса редуктора, предотвращения вытекания масла и попадания в корпус редуктора абразивных частиц, а также фиксации наружного кольца подшипника. Вследствие этого крышка должна обладать необходимой герметичностью и прочностью.
Крышка образуется поверхностями 1-9. Поверхности 3-5, 7 являются формообразующими поверхностями. Поверхность 1 предназначена для фиксации наружного кольца подшипника в корпусе редуктора, поэтому к ней предъявляются повышенные требования по геометрической точности и шероховатости. Поверхности 2 и 9 предназначены для сопряжения с корпусом редуктора. Точность и качество этих поверхностей должны обеспечить герметичность сопряжения крышки и корпуса редуктора. Отверстие 6 предназначено для обеспечения выхода вала из корпуса редуктора, поэтому к этой поверхности предъявляются повышенные требования по точности и качеству. Отверстия 8 предназначены для крепления крышки к корпусу редуктора с помощью винтового или болтового соединения.
В данном случае основными являются поверхности 1, 2, 6, 8, 9. Поверхности 3-5, 7 являются вспомогательными.
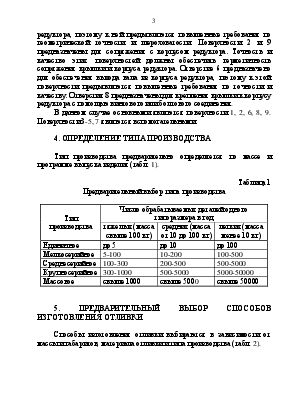
4. ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
Тип производства предварительно определяется по массе и программе выпуска изделия (табл. 1).
Таблица 1
Предварительный выбор типа производства
|
Тип производства |
Число обрабатываемых деталей одного типоразмера в год |
||
|
тяжелых (масса свыше 100 кг) |
средних (масса от 10 до 100 кг) |
легких (масса менее 10 кг) |
|
|
Единичное |
до 5 |
до 10 |
до 100 |
|
Мелкосерийное |
5-100 |
10-200 |
100-500 |
|
Среднесерийное |
100-300 |
200-500 |
500-5000 |
|
Крупносерийное |
300-1000 |
500-5000 |
5000-50000 |
|
Массовое |
свыше 1000 |
свыше 5000 |
свыше 50000 |
5. ПРЕДВАРИТЕЛЬНЫЙ ВЫБОР СПОСОБОВ ИЗГОТОВЛЕНИЯ ОТЛИВКИ
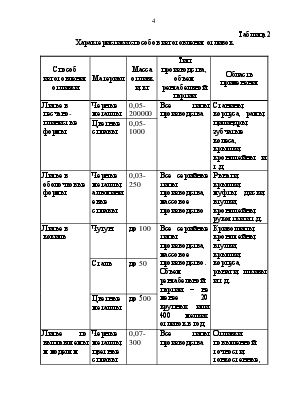
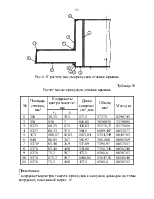
Способы изготовления отливки выбираются в зависимости от массы и габаритов, материала отливки и типа производства (табл. 2).
Таблица 2
Характеристики способов изготовления отливок
|
Способ изготовления отливки |
Материал |
Масса отливки, кг |
Тип производства, объем рентабельной партии |
Область применения |
|
Литье в песчано-глинистые формы |
Черные металлы |
0,05-200000 |
Все типы производства |
Станины, корпуса, рамы, цилиндры, зубчатые колеса, крышки, кронштейны и т.д. |
|
Цветные сплавы |
0,05-1000 |
|||
|
Литье в оболочковые формы |
Черные металлы, алюминиевые сплавы |
0,03-250 |
Все серийные типы производства, массовое производство |
Рычаги, крышки, муфты, диски, втулки, кронштейны, рукоятки и т.д. |
|
Литье в кокиль |
Чугун |
до 100 |
Все серийные типы производства, массовое производство. Объем рентабельной партии – не менее 20 крупных или 400 мелких отливок в год |
Кривошипы, кронштейны, втулки, крышки, корпуса, рычаги, шкивы и т.д. |
|
Сталь |
до 50 |
|||
|
Цветные металлы |
до 500 |
|||
|
Литье по выплавляемым моделям |
Черные металлы, цветные сплавы |
0,07-300 |
Все типы производства |
Отливки повышенной точности, тонкостенные, из труднообрабатываемых сплавов |
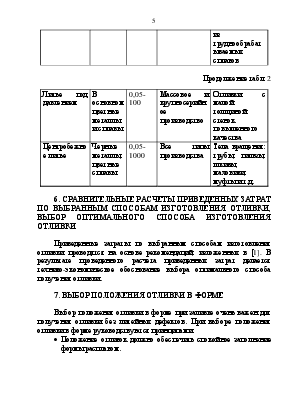
Продолжение табл. 2
|
Литье под давлением |
В основном цветные металлы и сплавы |
0,05-100 |
Массовое и крупносерийное производство |
Отливки с малой толщиной стенок повышенного качества |
|
Центробежное литье |
Черные металлы, цветные сплавы |
0,05-1000 |
Все типы производства |
Тела вращения: трубы, гильзы, шкивы, маховики, муфты и т.д. |
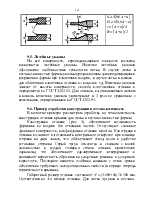
6. СРАВНИТЕЛЬНЫЕ РАСЧЕТЫ ПРИВЕДЕННЫХ ЗАТРАТ ПО ВЫБРАННЫМ СПОСОБАМ ИЗГОТОВЛЕНИЯ ОТЛИВКИ, ВЫБОР ОПТИМАЛЬНОГО СПОСОБА ИЗГОТОВЛЕНИЯ ОТЛИВКИ
Приведенные затраты по выбранным способам изготовления отливки проводятся на основе рекомендаций, изложенных в [1]. В результате проведенного расчета приведенных затрат делается технико-экономическое обоснование выбора оптимального способа получения отливки.
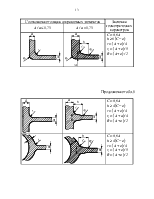
7. ВЫБОР ПОЛОЖЕНИЯ ОТЛИВКИ В ФОРМЕ
Выбор положения отливки в форме при заливке очень важен для получения отливки без литейных дефектов. При выборе положения отливки в форме руководствуются принципами:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.