Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
Кузбасский государственный технический университет
Кафедра технологии машиностроения
Отчет по лабораторной работе №1
Проектирование литых заготовок
Выполнил: ст-т гр. ИТ-051
Таширев Д. Р.
Проверил: Кречетов А. А.
Кемерово 2008
Цель работы – закрепить теоретические положения по выбору способа получения заготовок, выработать навыки проектирования отливки, оформления чертежа отливки и элементов литейной формы в соответствии с ГОСТ 3.1125-88, составления технических требований на изготовление отливки.
Вариант – 50 (Крышка).
1) Анализ служебного назначения в детали.
1. Анализ служебного назначения в целом.
Крышка – деталь, предназначенная для герметизации корпуса от попадания образийных частиц, а так же для фиксации опорных элементов.
2. Разбиение детали на элементарные поверхности и ее образующие. Разбиение на элементарные поверхности показано на рис. 1.
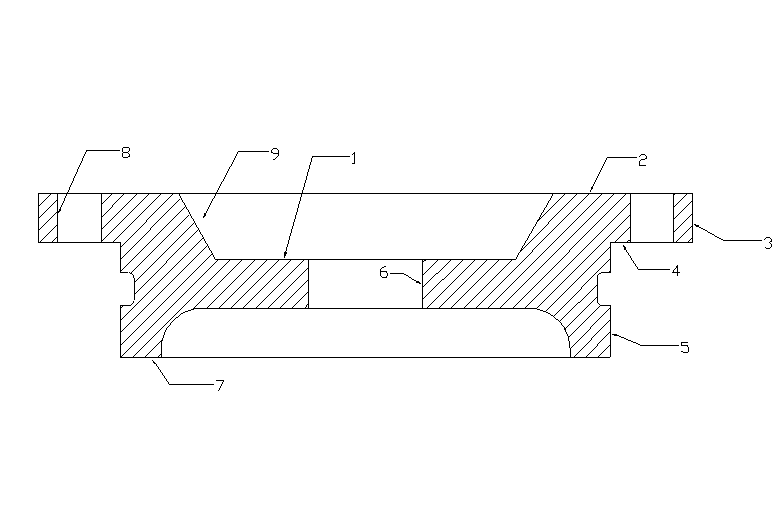
Рисунок 1 – Разбиение на элементарные поверхности
3. Анализ служебного назначения каждой поверхности с указанием требования точности и качества.
1 – формообразующая поверхность
2, 9 – сопряжение корпуса с редуктором;
6 – обеспечение выхода вала из корпуса редуктора (повышенная точность);
8 – крепление крышки к корпусу редуктора с помощью винтового или болтового соединения;
3-5 – формообразующие поверхности.
7 – фиксация наружного кольца подшипника в корпусе редуктора (требуется повышенная точность).
2) Выбор положения отливки в форме при заливке.
Максимальный габаритный размер располагаем вертикально, чтобы уменьшить высоту формы, а так же спокойное заполнение литейной формы.
3) Выбор поверхности разъема формы.
Выбор поверхности разъема формы обусловлен относительно плоской поверхностью разъема, что обеспечивает удобство сборки литейной формы и упрощение конструкции модельной оснастки. Выбор поверхности показан на рис. 2.
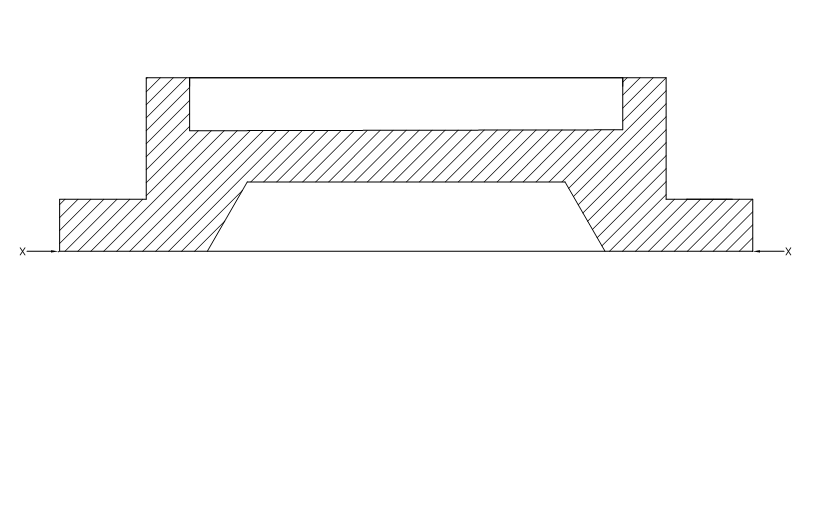
Рисунок 2 – Выбор поверхности разъема формы
4) Анализ технологичности конструкции отливки.
1. Допустимая толщина стенок отливки.
![]() (длина
= ширина) – наибольший габаритный размер =>
(длина
= ширина) – наибольший габаритный размер =>

где ![]() – диаметр отливки,
– диаметр отливки, ![]() – высота отливки.
– высота отливки.
200 < 260 < 1000, поэтому условно принимаем, что отливка является средней.
По таблице 4 методического пособия находим, что минимальная толщина стенок отливки = 12-15 мм. Толщина стенок в заготовке > мин., значит менять ее не требуется.
2. Минимальный диаметр отверстий, выполняемых в литье.
Минимальный диаметр отливаемого отверстия = 18 мм (по таблице 5 методического пособия). Отверстие в отливке > мин., значит менять их не требуется.
1. Переходы между элементами отливки.
Соотношение толщин сопрягаемых элементов: A/a=15/42=0,35,
что <1,75.
Поэтому находим r:
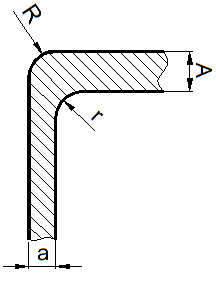
Рисунок 3 – Переходы между элементами отливки
Увеличиваем это значение на 20%, получаем 17.15 мм
Остальные радиусы были приняты размером 8 мм.
2. Литейные уклоны. Уклоны показаны на рис. 4.
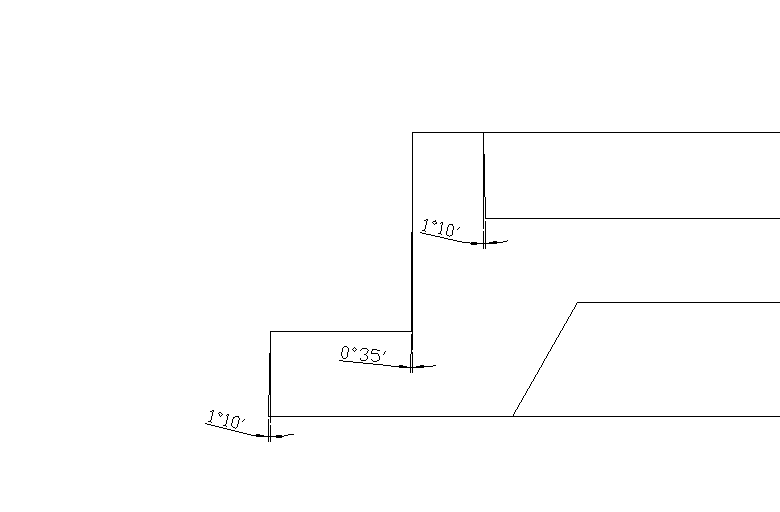
Рисунок 4 – Литейные уклоны
H1 = 18 мм. Уклон = 0,50 мм. A1 = ![]()
H2 = 42 мм. Уклон = 0,65 мм. A2 = ![]()
H3 = 18 мм. Уклон = 0,50 мм. A3 = ![]()
5) Значения припусков и допусков.
Определение припусков на механическую обработку и допусков на размеры отливки производят по ГОСТ 26645-85 для всех способов получения отливки. Назначение припусков и допусков, определение размеров отливки приведены в табл. 1.
· класс размерной точности: 7-11т (по ГОСТ берем наименьшее для проектируемой отливки);
· степень коробления элементов отливки: 4-7;
· степень точности поверхностей отливок: 6-10;
· ряд припусков: 5;
Таблица 1. Определение размеров отливки крышки
|
Размер детали |
Допуск |
Припуск на обработку |
Размер отливки |
||
|
на размер |
формы и расположения |
общий |
|||
|
Ø 240 |
1,10 |
0,5 |
1,40 |
1,6 |
Ø 243,2 ± 0,7 |
|
Ø 180 |
1,10 |
0,4 |
1,40 |
1,6 |
Ø 183,2 ± 0,7 |
|
Ø 150 |
1,0 |
0,32 |
1,10 |
1,9 |
Ø 146,2 ± 0,6 |
|
Ø 110 |
1,0 |
0,24 |
1,0 |
1,6 |
Ø 106,8 ± 0,5 |
|
42 |
0,8 |
0,24 |
0,9 |
1,5 |
42,2 ± 0,5 |
|
24 |
0,64 |
0,24 |
0,7 |
1,4 |
23,9 ± 0,4 |
|
18 |
0,64 |
0,24 |
0,7 |
1,3 |
20,6 ± 0,4 |
|
18 |
0,64 |
0,24 |
0,7 |
1,3 |
18,2 ± 0,4 |
6) Расчет массы отливки и определение коэффициента использования металла
Для определения массы отливки и детали построим их модель в AutoCAD. По ним найдем объем детали и отливки.
![]() ;
;
![]() .
.
Плотность металла ![]()
Найдем массу отливки ![]()
Найдем массу детали ![]()
Коэффициент использования металла ![]()
7) Построение чертежа отливки. Чертеж показан на рис. 7.
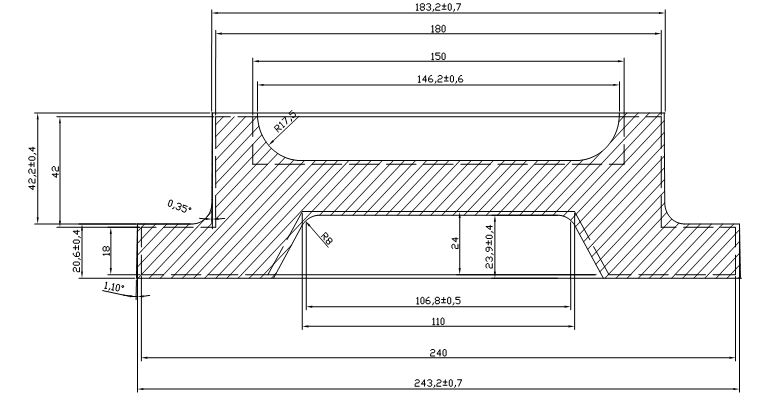
Рисунок 7 – Чертеж отливки
8) Вывод: коэффициент использования металла – 73%, это вполне приемлемый коэффициент.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.