 ,
где
,
где
Fд-действительный (расчетный) годовой фонд времени работы сборочного участка (при двухсменной работе Fд=4140ч.)
Nr – годовая производственная программа (8200шт.)
Поскольку тип производства - крупносерийное, действительный годовой фонд времени необходимо разделить между 3-мя изделиями с одинаковой трудоемкостью:
Tв=60*4140/3*8200=10мин.
Для определения длительности операций необходимо пронормировать выполнение отдельных переходов. В большинстве случаев продолжитель-ность переходов, операций устанавливается опытно-статистическим путем. Формируя операции, необходимо чтобы их продолжительность была равна такту выпуска или меньше его.
Исходя из всего перечисленного выше, разбиваем технологический процесс сборки на операции:
1 операция: Сборка червячного колеса, состоит из 11-ти переходов.
2 операция: Сборка вала, состоит из 7-ми переходов.
3 операция: Сборка стакана, состоит из 9-ти переходов.
4 операция: Сборка вала, состоит из 12-ти переходов.
5 операция: Сборка червяка, состоит из 17-ти переходов.
6 операция: Общая сборка, состоит из 28-ми переходов.
Более подробно процесс изложен в маршрутно-операционной карте.
8. Технологические расчеты параметров режимов некоторых сборочных операций.
Моменты затяжек, выдерживаемые при сборке резьбовых соединений, устанавливаются обычно в зависимости от номинального диаметра резьбы, с учетом материала из которого изготовлены крепежные детали. Для сред-неуглеродистых сталей согласно ГОСТ 1051-73 величина моментов затяжки принимается следующая:
|
Номинальный диаметр резьбы, мм |
6 |
8 |
10 |
12 |
14 |
|
М затяжки, кгс*м |
0.6-0.8 |
1.4-1.7 |
3.0-3.5 |
5.5-6.0 |
8.0-9.0 |
Разрабатывая технологию сборки соединений с гарантированным натягом, приходится определять величину сил запрессовки и выпрессовки, так как в зависимости от этих величин подбирается или конструируется оборудование и приспособления для выполнения операций. Наибольшая сила запрессовки может быть найдена по формуле:
P3=f*p*d*L*p*10-3, kH
где f- коэффициент трения при запрессовке;
р - удельное давление на поверхности контакта, кгс/мм2;
d- диаметр охватываемой детали по поверхности сопряжения, мм;
L - длина запрессовки, мм.
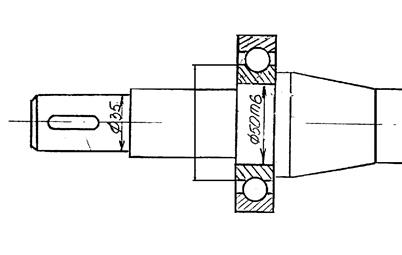
Рассчитаем усилие запрессовки подшипника на вал.
 |
|
|
Nmax=0.031мм; L=12мм; f=0.087; Ea=Eb=2.1*105 Мпа.
Удельное давление на поверхности контакта можно определить по формуле:
р == i / (d*(Ca/Ea+Cb/Eb)), где
i - натяг сопрягаемых деталей(i=Nmax), мм.
Ca=((D2+d2)/( D2-d2))+m, Cb=((d2+d02)/( d2-d02))-m, где
m- коэффициент Пуассона, равный 0.3.
Ca=((742+502)/(742-502))+0.3=3.98
Cb=((502+02)/( 502-02))-0.3=0.7
р == 0.031 / (50*(3.98/2.1*105 +0.7/2.1*105))=50.76Мпа
P3=0.087*p*25*12*50.76*10-3=4.16 kH
Данное усилие может обеспечить пневмотический пресс.
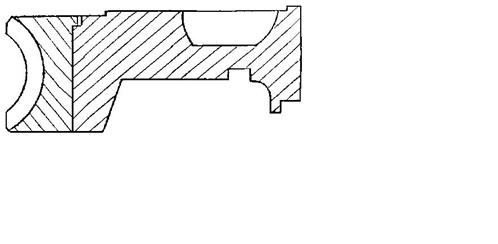
Сборка с термовоздействием при посадке червячного венца на ступицу.
 |
|
|||
 |
|||
Рис.5 Узел червячного колеса.
Температура нагрева для получения теплового зазора в соединении:
 , где
, где
T0=200С – температура окружающей среды;
d- увеличение диаметра червячного венца, мм;
![]()
![]() d=0.01Ö d = 0.01* Ö 220 = 0.148мм;
d=0.01Ö d = 0.01* Ö 220 = 0.148мм;
Кa=17.5*10-6 – коэффициент линейного расширения для бронзы, мм/град;
i - натяг сопрягаемых деталей(i=Nmax), мм;
Нагрев осуществляем в жидкой среде. В качестве жидкости применяем чистое минеральное масло.
9.Выбор слесарно-сборочного инструмента и оборудования для оснащения операций сборки
Для установки деталей на позициях сборки выбираем универсальный слесарный стол-верстак, на который устанавливаем механические тиски.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.