6. Конструкция изделия обеспечивает доступность резьбовых крепежных элементов для механизированного инструмента.
7. Конструкция деталей предполагает наличие фасок для удобства сопряжения, наличие перепада диаметров на валах между сопрягаемой и свободной поверхностью, там где это необходимо.
В целом качественная оценка технологичности конструкции – “хорошо”.
Количественную оценку выполняем по принятым показателям техноло-гичности путем расчета их значений:
-уровень возможного расчленения на самостоятельные сборочные единицы оценивается коэффициентом сборности:
 ,
где
,
где
Дс.е.=46-количество деталей, входящих в сборочные единицы;
Д=53- количество деталей, входящих в изделие в целом;
- уровень стандартизации конструкции изделия может быть оценен коэффициентом применяемости:
 , где
, где
Ест=5 – число стандартных сборочных единиц;
Дст=2- число стандартных деталей прямого вхождения;
Е=3 – общее число сборочных единиц в изделии;
Д=46 – общее число деталей прямого вхождения.
4. Определение типа производства и формы его организации.
Исходя из годового выпуска 8200шт/г, массы 70кг и габаритов 720*560*600мм определяем тип производства как крупносерийное.
Организационная форма крупносерийного производства – подвижная поточная сборка с расчленением процесса на операции и передачей собираемого объекта от одной позиции к другой посредством механических транспортирующих устройств. Технологический процесс расписан подробно по переходам, длительность операций синхронизирована с тактом выпуска. Инструмент механизирован.
5. Размерный анализ конструкции изделия. Расчет размерных цепей. Выбор метода точности замыкающего звена.
Размерный анализ сводится к выявлению замыкающих звеньев, ограниченных исполнительными поверхностями машины, и построению размерных цепей.
В данном изделии, исходя из его служебного назначения, выявляю следующие размерные цепи:
· радиальное биение входного вала червяка поз.23 относительно стакана поз.24;
· осевой люфт вала поз.3;
· погрешность смешения средней плоскости червячного колеса с осью червяка.
1) Радиальное биение входного вала червяка поз.23 относительно стакана поз.24 не должно превышать 0.05мм.
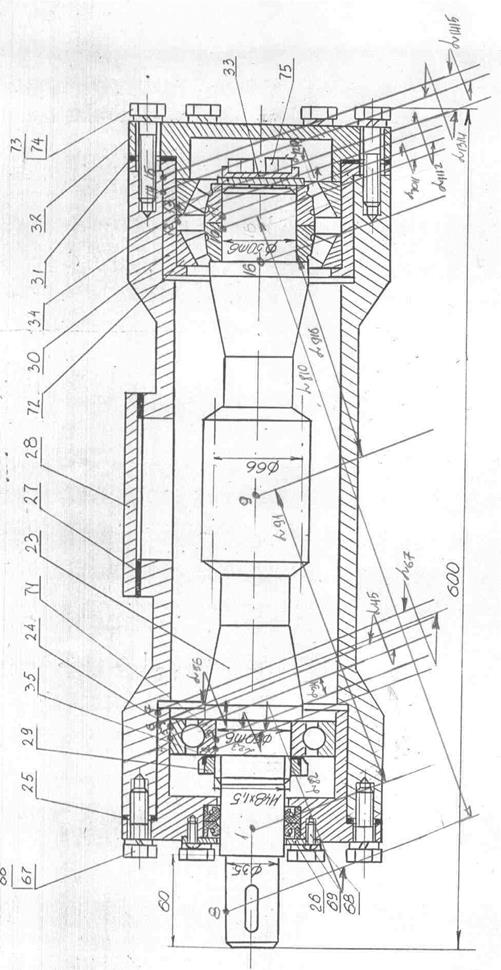 |
Рис.1 Узел червяка
Таблица 1.
|
Составляющее звено |
Содержание звена |
Посадка, точность |
Номинал |
SMAX, NMAX |
Несоосность |
|
a82, a810 |
несоосность шеек вала |
7ст.т |
- |
- |
0,01 |
|
a23, a1011 |
Несоосность посадки подшипника на вал |
L0/m6 |
Æ20 |
0.021 |
0.00402 |
|
a34, a1112 |
несоосность в подшипнике (зазор в подшипнике) |
- |
- |
- |
0,01 |
|
a56, a1314 |
несоосность внутренней и наружней поверхностей стакана |
7ст.т |
- |
- |
0,01 |
|
a45, a1213 |
несоосность посадки подшипника в отверстие стакана |
H7/l0 |
Æ53 |
0.025 |
0.0125 |
|
a67, a1415 |
несоосность посадки стакана в корпус |
H7/h7 |
Æ65 |
0.071 |
0.0355 |
При монтаже вала на двух опорах биение любой его поверхности необходимо рассматривать, как результат биения относительно каждой опоры.
Несоосность вала в первой опоре:
![]()
Несоосность вала во второй опоре:
a16-13=a1-5=0.0193
![]() l1
l bΔ
l
l1
l bΔ
l
 |
|||
 |
|||
a∆ a1-5 l1 a16-13

Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.