Студенту желательно изложить предложение по совершенствованию конструкции детали с целью повышения ее технологичности. Необходимо рассмотреть возможность применения многостаночного обслуживания станков с ЧПУ с применением многоместных приспособлений. Качественная оценка технологичности детали рассчитывается по ряду показателей. Показателями по признакам обработки являются: коэффициент обработки КТЧ и шероховатость поверхностей детали КШ.
Коэффициент точности рассчитывается по формуле:
|
|
(1) |
где ТСР – средний квалитет точности поверхностей детали
|
|
(2) |
где Тi – квалитет точности;
ni – число поверхностей детали одного квалитета.
|
|
(3) |
Коэффициент шероховатости КШ рассчитывается по формуле:
|
|
(4) |
|
ИЛИ |
|
|
|
(5) |
где: Rai – параметр шероховатости поверхности;
mi – число поверхностей детали с одинаковой шероховатостью.
Например: определение коэффициента точности
|
Квалитет точности Ti … |
6 |
9 |
12 |
14 |
Тср=11,5 |
|
Число поверхностей ni … |
4 |
2 |
4 |
10 |
åni=20 |
|
Произведение Тi ni … |
24 |
18 |
45 |
140 |
Тi ni=230 |
Рассчитав по формуле 1, получим:
|
|
Вывод. Значение коэффициента близко к единице, что свидетельствует о низкой точности большинства поверхностей. Это также подтверждается средним значением точности. Аналогично определяется коэффициент шероховатости.
Объем выпуска деталей в год задается по детали производителя. Тип производителя ориентировочно можно определить по таблице №1 или по коэффициентам закрепления операций.
Таблица 1
|
Масса детали, Кг |
Объем выпуска в год при типе производства |
||||
|
Единичное |
Мелкосерийное |
Среднесерийное |
Крупносерийное |
Массовое |
|
|
До 8 |
100 |
100-500 |
500-5000 |
5000-50000 |
50000 |
|
Св. 8 до 30 |
10 |
10-200 |
200-500 |
500-5000 |
5000 |
|
Св.30 |
5 |
5-100 |
100-300 |
300-1000 |
1000 |
Широкое применение дорогостоящего оборудования требует его высокой его загрузки и эффективного использования. Поэтому участки с таким оборудованием должны иметь трехсменный режим работы. С учетом производственных и социальных условий в дипломных заданиях устанавливается двухсменный режим работы.
Выбор вида заготовки, определение припусков на механическую обработку, конструирование исходной заготовки. Используя данные о детали (конструкция, масса, размеры, материал, тип производства и др.), нужно выбрать вид заготовки и сконструировать ее или принять имеющуюся на базовом предприятии. Выбирая заготовку, необходимо найти пути ее совершенствования с целью достижения более высоких технико-экономических показателей технологического процесса изготовления детали.
Такое совершенствование возможно либо заменой одного вида заготовки другим, либо повышением точности заготовки с соответствующим уменьшением припусков, массы и объема механической обработки. Во всех этих случаях возникает необходимость сконструировать заготовку заново.
|
|
4.1.1.2 Тип производства – серийное
4.1.2 Выбор способа производства заготовки. Учет материала детали, формы и массы, а так же крупносерийного типа производства заготовки – горячей штамповки на кривошипныхпресах.
4.1.3 Определение или расчет припусков на обрабатываемые поверхности.
Некоторые методы определения:
Расчетно-аналитический;
По таблицам ГОСТов. 7505-89 (7505-74).
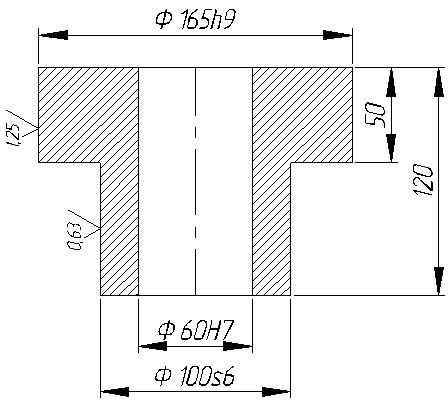
4.1.4 Расчет припуска и межоперационных размеров расчетно-аналитическим методом для поверхности Æ 165h9 (-0.1)
Для чего определяется технологический маршрут обработки этой поверхности.
Согласно (таблице 25 стр. 188 [1]) принимаем маршрут обработки:
1 Черновое точение квал. 12 (400 мкм).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.