Министерство образования Российской Федерации
Сибирский государственный индустриальный университет
СибГИУ
Расчет мощности привода правильной машины. Расчет силы резания на ножницах.
Методические указания к практическим занятиям по курсу «Оборудование прокатных цехов».
________________________________________________________________
Издание СибГИУ Новокузнецк 2003г.
УДК 621.771(075)
Приведена методика расчёта мощности привода правильной машины и расчёта силы резания на ножницах. Приведены формулы для подсчёта модуля упругости материала роликов, мощности привода, трения в подшипниках, максимального давления , максимального усилия , формула Королева и т.д.. Указана методика расчета коэффициентов, учитывающих влияние бокового зазора, затупления ножей; коэффициента, равного отношению максимального сопротивления срезу к пределу прочности; коэффициента проникновения пластической деформации и т. д.
Рецензент – кафедра технологии автоматизации кузнечно-штамповочного производства (зав. кафедрой В. Н. Перетятько).
Печатается по разрешению редакционно-издательского совета университета, протокол N02 от 16 октября 2002 г.
Правка листового проката.
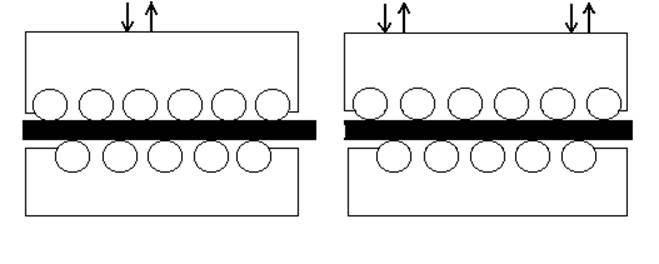 |
Рисунок 1. Правильные машины с параллельным и наклонным
расположением роликов.
случаях, предварительную правку тонких листов. На вторых – правку тонких листов и полосы (до 4мм).
На машине с параллельным расположением роликов лист прогибается одинаково под всеми роликами. В машине с наклонными роликами лист получает наибольший прогиб между первыми роликами; дальше, по мере продвижения листа, прогиб его уменьшается и последних роликов кривизна (коробоватость, волнистость) полностью выправляется – в этом состоит преимущество правки листов (полосы) на этих машинах, по сравнению с правкой на машинах с параллельным расположением роликов. Основными параметрами листоправильных роликовых машин является: диаметр роликов D; шаг роликов t, число роликов n, длина бочки роликов L и толщина листов h, подвергаемых правке на данной машине.
Диаметр и шаг роликов обуславливает качество правки и усилие на ролики правильной машины. Слишком большой шаг и диаметр роликов не обеспечивают требуемой точности правки, а при уменьшении t и D увеличивается давление на ролики и усложняется конструкция машины. Шаг роликов обычно принимают приблизительно равным 1,1D.
Точность правки обусловлено также числом роликов в одной машине, чем больше роликов, тем лучше качество правки. Обычно для правки листов толщиной более 4мм принимают 9-11 роликов, А при правке тонких листов 13-17 роликов (в некоторых случаях для особо качественной правки 19-23 ролика).
Для повышения жёсткости листоправильной машины и достижения требуемого качества и точности правки рабочие ролики опираются на опорные ролики. Диаметр опорных роликов принимается равным или больше диаметра рабочих роликов.
Рабочие и опорные ролики изготавливаются из легированной стали марок 9Х, ШХ15, 12ХН2А (последняя для роликов диаметром менее 90-100мм), имеющие большую прочность, высокую твёрдость и повышенное сопротивление износа.
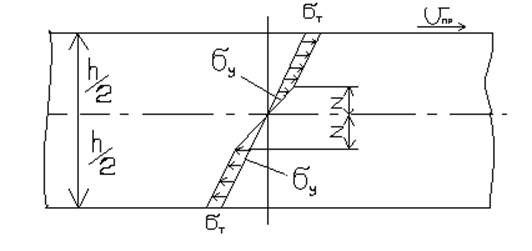 |
Рисунок 2. Распределение напряжений внутри полосы при правке изгибом.
Пластическая (остаточная) деформация не проникает насквозь через
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.