нашей стране автоматизированными линиями, комплексами, техническими средствами и устройствами ЛПД; научить правильному выбору технологического оборудования для конкретных условий, рациональному применению устройств автоматизации литейных процессов. Ведь именно технолог должен ставить задачу автоматизации, а специалист-автоматчик – решать ее в тесном контакте с технологом.
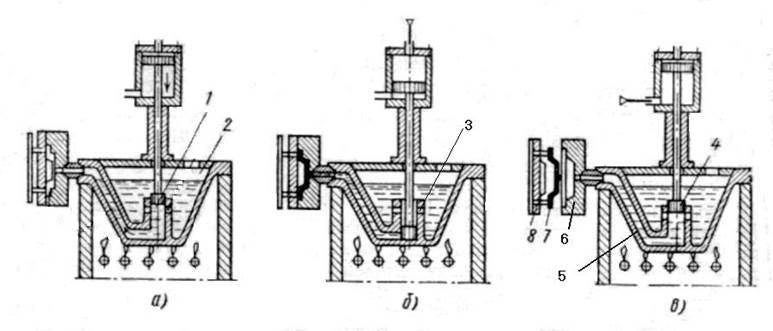
При литье под давлением металлический сплав в жидком или твердожидком состоянии подается в камеру прессования специальной машиной под давлением, создаваемым перемещающимся в этой камере поршнем, с высокой скоростью через литниковые каналы, заполняет полость пресс-формы (ПФ) и затвердевает в ней под давлением. При раскрытии пресс - формы отливка извлекается.
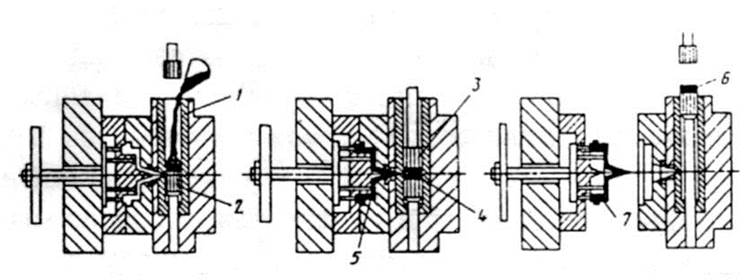
Существуют три основных схемы литья под давлением (ЛПД) на машинах: с горячей камерой прессования, с холодной вертикальной камерой прессования, с холодной горизонтальной камерой прессования (рисунки 1, 2, 3).
|
|
|
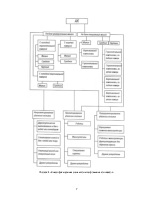
В настоящее время применяются не отдельные единицы оборудования, а автоматизированные комплексы (АК). В зависимости от характера производства в литейном цехе различают АК для серийного, крупносерийного и массового производства. Если для серийного выдвигается требование максимальной универсальности, возможности более быстрой переналадки, то для массового производства этого не требуется, так как любая степень повышения универсальности неизбежно влечет за собой наряду с преимуществами и большие ограничения по первоначальным затратам, стоимости эксплуатации.
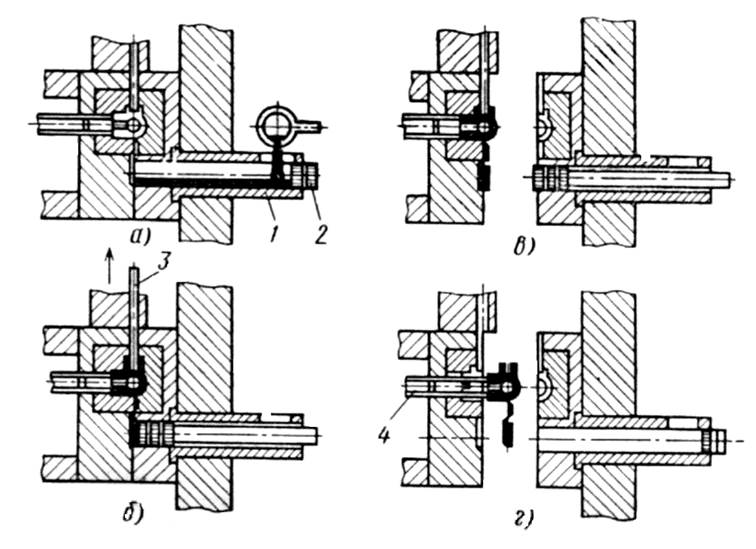
Включает в себя многочисленное оборудование, начиная от оборудования для автоматизации какой-либо одной операции (например, заливки) до оборудования для полной автоматизации процессов заливки металла в камеру прессования, получения отливки и обрезки литников (рисунок 4).
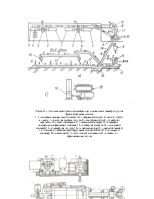
Основным способом извлечения и транспортировки отливок для средних горячекамерных АК остаются системы «двухступенчатое выталкивание из ПФ – свободное падение в водяной бак - транспортер». Тем не менее в последние годы наблюдается расширение применения быстроходных манипуляторов и роботов АК. В качетсве примера можно привести планировку (рисунок 5, а) неориентированной укладки отливок на ленточный транспортер.
На рисунке 5, б показана планировка установки с машиной с горячей камерой прессования типа Z – 100, укомплектованной манипулятором Pikmat и другими устройствами.
В настоящее время оборудование для литья под давлением изготавливается преимущественно не в виде отдельные
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.