

Лекция 11. Взаимозаменяемость детали по геометрической форме.
Шероховатость поверхности
Нормирование погрешности геометрической формы деталей
Понятие ошероховатости поверхности
Параметры шероховатости
Обозначение шероховатости на чертежах
Контроль параметров шероховатости
Нормирование погрешностей геометрической формы деталей
Для обеспечения взаимозаменяемости (ВЗ) гладких цилиндрических соединений необходимо выдержать требуемую точность изготовления деталей по следующим показателями:
1. Точность размеров (задается допуском на размер).
2. Точность формы (задается допуском на форму).
3. Точность взаимного расположения поверхностей деталей (нормируется допуском на расположение).
4. Допустимые значения шероховатости.
Погрешности геометрической формы деталей подразделяются:
1. Отклонение первого порядка - отклонение формы и расположения поверхностей деталей. В этом случае отношение длины (L) к средней величине единичного отклонения (D) составляет L¢/D>1000
2. Отклонение второго порядка называется волнистостью. В этом случае отношение составляет: 50<L¢/D<1000.
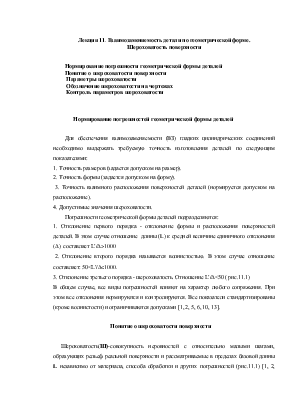
3. Отклонение третьего порядка - шероховатость. Отношение L¢/D<50 ( рис.11.1)
В общем случае, все виды погрешностей влияют на характер любого сопряжения. При этом все отклонения нормируются и контролируются. Все показатели стандартизированы (кроме волнистости) и ограничиваются допусками [1, 2, 5, 6, 10, 13].
Понятие о шероховатости поверхности
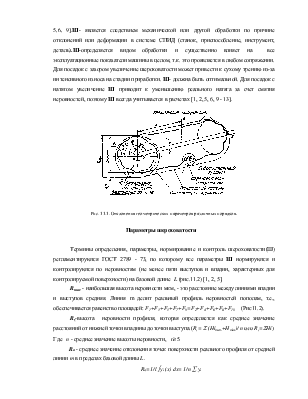
Шероховатость(Ш)-совокупность неровностей с относительно малыми шагами, образующих рельеф реальной поверхности и рассматриваемые в пределах базовой длины L независимо от материала, способа обработки и других погрешностей (рис.11.1) [1, 2, 5,6, 9].Ш- является следствием механической или другой обработки по причине отклонений или деформации в системе СПИД (станок, приспособление, инструмент, деталь).Ш-определяется видом обработки и существенно влияет на все эксплуатационные показатели машины в целом, т.к. это проявляется в любом сопряжении. Для посадок с зазором увеличение шероховатости может привести к сухому трению из-за интенсивного износа на стадии приработки. Ш- должна быть оптимальной. Для посадок с натягом увеличение Ш приводит к уменьшению реального натяга за счет смятия неровностей, поэтому Ш всегда учитывается в расчетах [1, 2, 5, 6, 9 - 13].
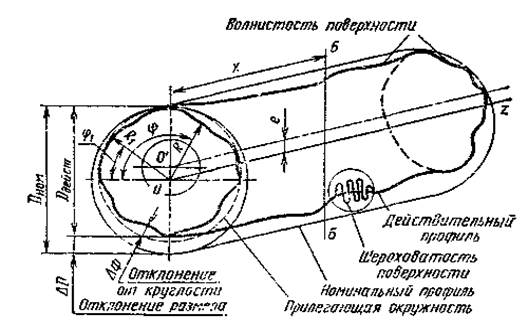
Рис. 11.1. Отклонения геометрических параметров различных порядков.
Параметры шероховатости
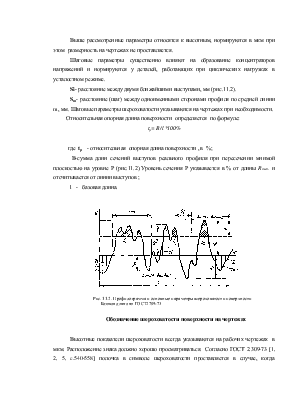
Термины определения, параметры, нормирование и контроль шероховатости(Ш) регламентируются ГОСТ 2789 - 73, по которому все параметры Ш нормируются и контролируются по неровностям (не менее пяти выступов и впадин, характерных для контролируемой поверхности) на базовой длинеL (рис.11.2) [1, 2, 5].
Rmax - наибольшая высота неровности мкм, - это расстояние между линиями впадин и выступов средняя. Линия m делит реальный профиль неровностей пополам, т.е., обеспечивается равенство площадей: F1+F3+F5+F7+F9=F2+F4+F6+F8+F10 (Рис11.2).
Rz-высота неровности профиля, которая определяется как среднее значение расстояний от нижней точки впадины до точки выступа.(Rz= S (Himax+Hmin)/ n или Rz=SHi)
Где n- среднее значение высоты неровности, n³5.
Rа - среднее значение отклонения точек поверхности реального профиля от средней линии m в пределах базовой длины L.
Rа=1/l ò yi (x) dx= 1/n å yi
Выше рассмотренные параметры относятся к высотным, нормируются в мкм при этом размерность на чертежах не проставляется.
Шаговые параметры существенно влияют на образование концентраторов напряжений и нормируются у деталей, работающих при циклических нагрузках в усталостном режиме.
Si- расстояние между двумя ближайшими выступами, мм (рис.11.2).
Sm- расстояние (шаг) между одноименными сторонами профиля по средней линии m, мм. Шаговые параметры шероховатости указываются на чертежах при необходимости.
Относительная опорная длина поверхности определяется по формуле:
tp= B/l *100%
где tp - относительная опорная длина поверхности , в %;
В-сумма длин сечений выступов реального профиля при пересечении мнимой плоскостью на уровне Р (рис.11.2).Уровень сечения Р указывается в % от длины Rmax и отсчитывается от линии выступов ;
l - базовая длина.
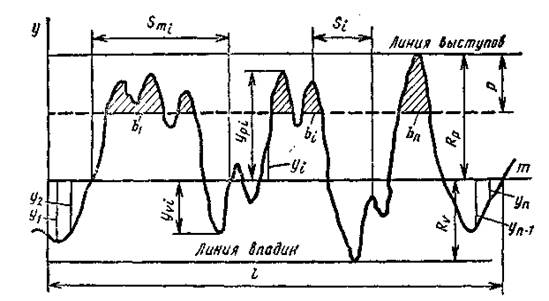
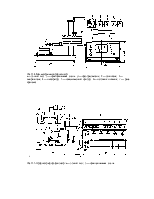
Рис. 11.2. Профилограмма и основные параметры шероховатости поверхности
Базовая длина по ГОСТ2789-73
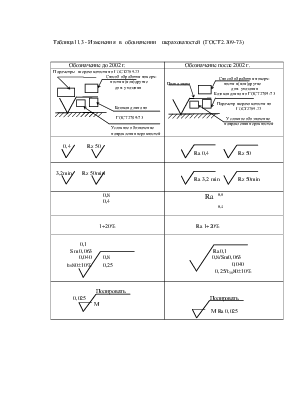
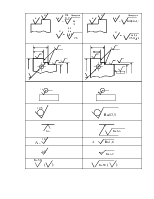
Обозначение шероховатости поверхности на чертежах
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.