|
Наименование параметра |
Вариант |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
Вид допускаемой нагрузки |
Fa |
T |
Fa |
T |
Fa |
T |
|
Вероятность неразрушения |
0,999 |
0,99 |
0,9 |
0,95 |
0,9 |
0,99 |
|
Номинальный диаметр вала d и посадка |
|
|
|
|
|
|
|
Внутренний диаметр вала d1, мм |
0 |
10 |
0 |
20 |
0 |
40 |
|
Наружный диаметр втулки d2, мм |
120 |
140 |
150 |
160 |
180 |
200 |
|
Материал вала |
Сталь |
Сталь |
Сталь |
Сталь |
Сталь |
Сталь |
|
Материал втулки |
Сталь |
Чугун |
Бронза |
Чугун |
Бронза |
Сталь |
Примечания. 1. Недостающие данные взять из таблиц Приложения. 2. Длину втулки принять l = (1,2…1,5) d.
Тема 8: Шпоночные соединения
8.1. Общие сведения
Шпоночные соединения служат для закрепления деталей на осях и валах и передачи крутящего момента Т. Такими деталями являются шкивы, зубчатые колёса, муфты, маховики, кулачки и т.д. Соединения осуществляют с помощью шпонки – специальной детали, закладываемой в пазы соединяемых вала и ступицы.
В машиностроении применяют ненапряжённые соединения (с помощью призматических и сегментных шпонок), их также называют призматическими, и напряжённые (с помощью клиновых шпонок), их также называют клиновыми. Шпонки этих типов стандартизированы.
Различают неподвижные и подвижные шпоночные соединения. У подвижных соединений, например, в коробках передач, ступица может перемещаться на валу вдоль его оси; в этом случае используют длинные направляющие шпонки, которые крепят к валу винтами.
Достоинства:
1) Простота конструкции.
2) Сравнительно низкая стоимость.
3) Возможность жёсткой фиксации ступицы в окружном направлении.
Недостатки:
1) Ослабление пазами вала и ступицы.
2) Концентрация напряжений в зоне шпоночной канавки.
3) Необходимость ручной подгонки или подбора.
Последний недостаток ограничивает использование соединений в машинах крупносерийного и массового производства. Шпоночное соединение применяют преимущественно в тех случаях, когда посадку с натягом не удается реализовать по условиям прочности или технологическим возможностям.
Призматические шпонки (рис. 8.1) применяют в конструкциях наиболее широко, так как они просты в изготовлении и имеют сравнительно небольшую глубину врезания в вал. Но по последней причине шпонка в пазах имеет недостаточную устойчивость. Сегментная шпонка (рис. 8.2) с глубоким пазом обладает в этом отношении преимуществом. Её предпочитают применять в массовом производстве. Однако паз под шпонку существенно ослабляет вал, поэтому сегментные шпонки используют преимущественно для закрепления деталей на малонагруженных участках вала, например, на входных и выходных хвостовиках валов.
Соединения клиновыми шпонками (рис. 8.3 и 8.4) характеризуется свободной посадкой ступицы на вал (с зазором). Запрессовка (забивка) шпонки в пазы
 |
Рис. 8.1. Соединение призматической шпонкой смещает центры вала и ступицы, что вызывает дебаланс и неблагоприятно сказывается на работе механизма при больших угловых скоростях. Все виды шпонок малонадёжны при действии ударных, циклических и реверсивных нагрузок. При этих условиях их в крупносерийном и массовом производстве заменяют шлицевыми.
 |
Рис. 8.2. Соединение сегментной шпонкой
 |
Рис. 8.3. Соединение клиновой шпонкой
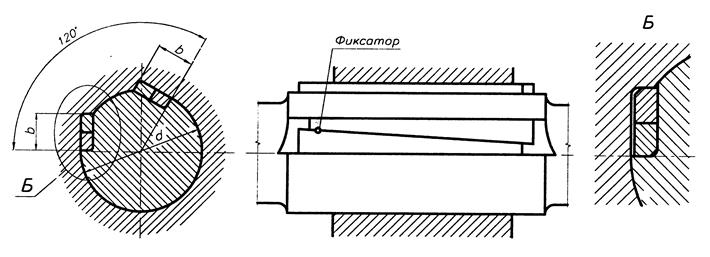
Рис. 8.4. Соединение клиновыми тангенциальными шпонками
8.2. Соединения призматическими шпонками
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.





