Лекция №11
8.3. Соединения сегментными шпонками
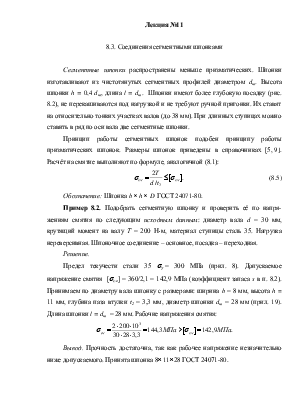
Сегментные шпонки распространены меньше призматических. Шпонки изготавливают из чистотянутых сегментных профилей диаметром dш. Высота шпонки h = 0,4 dш, длина l = dш. Шпонки имеют более глубокую посадку (рис. 8.2), не перекашиваются под нагрузкой и не требуют ручной пригонки. Их ставят на относительно тонких участках валов (до 38 мм). При длинных ступицах можно ставить в ряд по оси вала две сегментные шпонки.
Принцип работы сегментных шпонок подобен принципу работы призматических шпонок. Размеры шпонок приведены в справочниках [5, 9]. Расчёт на смятие выполняют по формуле, аналогичной (8.1):
 (8.5)
(8.5)
Обозначение: Шпонка b × h × D ГОСТ 24071-80.
Пример 8.2. Подобрать сегментную шпонку и
проверить её по напря-жениям смятия по следующим исходным данным:
диаметр вала d = 30 мм, крутящий момент на валу Т
= 200 Н![]() м, материал ступицы сталь 35. Нагрузка
нереверсивная. Шпоночное соединение – основное, посадка – переходная.
м, материал ступицы сталь 35. Нагрузка
нереверсивная. Шпоночное соединение – основное, посадка – переходная.
Решение.
Предел текучести стали 35 ![]() = 300 МПа (прил. 8). Допускаемое напряжение
смятия [sсм]
= 360/2,1 = 142,9 МПа (коэффициент запаса s в п.
8.2). Принимаем по диаметру вала шпонку с размерами: ширина b = 8 мм, высота h = 11
мм, глубина паза втулки t2 = 3,3 мм,
диаметр шпонки dш = 28 мм (прил. 19).
Длина шпонки l = dш
= 28 мм. Рабочие напряжения смятия:
= 300 МПа (прил. 8). Допускаемое напряжение
смятия [sсм]
= 360/2,1 = 142,9 МПа (коэффициент запаса s в п.
8.2). Принимаем по диаметру вала шпонку с размерами: ширина b = 8 мм, высота h = 11
мм, глубина паза втулки t2 = 3,3 мм,
диаметр шпонки dш = 28 мм (прил. 19).
Длина шпонки l = dш
= 28 мм. Рабочие напряжения смятия:

Вывод. Прочность
достаточна, так как рабочее напряжение незначительно ниже допускаемого. Принята
шпонка 8![]() 11
11![]() 28 ГОСТ
24071-80.
28 ГОСТ
24071-80.
8.4. Соединение клиновыми шпонками
Клиновые шпонки (рис. 8.3) располагают в пазу с зазором по боковым граням, а рабочими являются широкие грани шпонки. Передача крутящего момента от вала к ступице осуществляется, в основном, силами трения, которые образуются в соединении от запрессовки шпонки (забивки шпонки в паз). При этом в деталях возникают напряжения смятия по широким граням и по полуцилиндру.
Клиновая форма шпонки может вызвать перекос детали, при котором её торцовая плоскость не будет перпендикулярна оси вала. Обработка паза в ступице с уклоном, равным уклону шпонки (1:100), создаёт дополнительные технологические трудности и часто требует индивидуальной пригонки шпонки по пазу, что недопустимо в условиях крупносерийного и массового производства.
Разновидностью клиновых
шпонок являются тангенциальные шпонки (рис. 8.4), которые ставят попарно
в паз, располагая их наклонными поверхностями друг к другу и забивая их в
противоположные стороны. При необходимости реверса ставят два комплекта шпонок
с их расположением под 120![]() . Размеры клиновых
шпонок приведены в литературе [2, 3, 9]. Применение клиновых шпонок значительно
сократилось, что позволяет не рассматривать их конструктивные разновидности и
расчёт на прочность.
. Размеры клиновых
шпонок приведены в литературе [2, 3, 9]. Применение клиновых шпонок значительно
сократилось, что позволяет не рассматривать их конструктивные разновидности и
расчёт на прочность.
9.1. Оценка и применение
Шлицевое соединение (рис. 9.1) условно можно рассматривать как много-шпоночное, у которого шпонки выполнены заодно с валом в виде наружных зубьев, вследствие чего их называют также зубчатыми соединениями. В отверстии ступицы 2 протяжкой нарезают внутренние зубья, наружные зубья на валу 1 фрезеруют. По сравнению со шпоночными шлицевые соединения имеют следующие достоинства:
1) Меньше радиальные габариты.
Рис. 9.1. Шлицевое соединение
2) Высокая несущая способность.
3) Взаимозаменяемость.
4) Хорошее центрирование деталей.
Эти преимущества позволяют использовать соединения в условиях массового производства и при большой угловой скорости валов. Шлицевые соединения нашли широкое применение в высоконапряжённых машинах (автотракторная промышленность, станкостроение, авиастроение, сельхозмашиностроение). Соединения обеспечивают жёсткое фиксирование деталей в окружном направлении и допускают их взаимные осевые перемещения (подвижные соединения).
Недостатки:
1) Концентрация напряжений (меньшая, чем у шпоночных соединений).
2) Относительная сложность изготовления.
9.2. Классификация и геометрия
По форме профиля зубьев различают три вида соединений: прямобочные, эвольвентные и треугольные.
 А) Соединения с прямобочными зубьями (рис. 9.2) наиболее
распро-странены в машиностроении. В зависимости от числа зубьев (z = 6…20) и их высоты предусмотрены
три серии соединений: легкая, средняя и тяжелая. При переходе от легкой
к тяжёлой серии увеличивается число зубьев, внешний диаметр и, как следствие,
нагрузочная способность.
А) Соединения с прямобочными зубьями (рис. 9.2) наиболее
распро-странены в машиностроении. В зависимости от числа зубьев (z = 6…20) и их высоты предусмотрены
три серии соединений: легкая, средняя и тяжелая. При переходе от легкой
к тяжёлой серии увеличивается число зубьев, внешний диаметр и, как следствие,
нагрузочная способность.
Рис. 9.2. Поверхности центрирования
Центрирование осуществляют по внешнему D (рис 9.2, а) или внутреннему d (рис. 9.2, б) диаметрам зубьев, а также по боковым поверхностям зубьев b(рис. 9.2, в). При центрировании по диаметрам соединение имеет минимальные зазоры по поверхностям диаметров D или d и ограниченный зазор по боковым сторонам. По нецентрирующему диаметру предусмотрен значительный зазор.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.