
Лекция-7
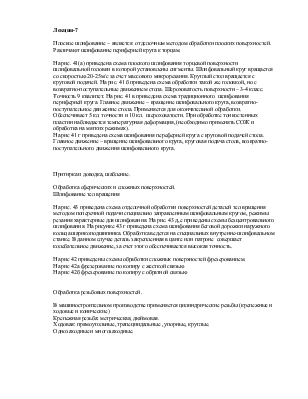
Плоское шлифование – является отделочным методом обработки плоских поверхностей. Различают шлифование периферией круга к торцам.
На рис. 41(а) приведена схема плоского шлифования торцевой поверхности шлифовальной головки в которой установлены сигменты. Шлифовальный круг вращается со скоростью 20-25м/с за счет массового микрорезания. Круглый стол вращается с круговой подачей. На рис. 41 б приведена схема обработки такой же головкой, но с возвратно-поступательные движением стола. Шероховатость поверхности – 3-4 класс. Точность 9 квалитет. На рис. 41 в приведена схема традиционного шлифования периферией круга. Главное движение – вращение шлифовального круга, возвратно-поступательное движение стола. Применяется для окончательной обработки. Обеспечивает 5 кл. точности и 10 кл. шероховатости. При обработке тонкостенных пластин наблюдается температурная деформация, (необходимо применять СОЖ и обработка на мягких режимах).
На рис 41 г приведена схема шлифования переферией круга с круговой подачей стола. Главное движение – вращение шлифовального круга, круговая подача стола, возвратно-поступательного движения шлифовального круга.
Притирка и доводка, шабление.
Обработка сферических и сложных поверхностей.
Шлифование тел вращения
На рис. 43 приведена схема отделочной обработки поверхностей деталей тел вращения методом поперечной подачи специально заправленным шлифовальным кругом, режимы резания характерные для шлифования. На рис. 43 д,е приведены схемы безцентровального шлифования. На рисунке 43 г приведена схема шлифования беговой дорожки наружного кольца шарикоподшипника. Обработка ведется на специальных внутренне-шлифовальном станке. В данном случае деталь закрепленная в цанге или патроне совершает колебательное движение, за счет этого обеспечивается высокая точность.
На рис 42 приведены схемы обработки сложных поверхностей фрезерованием.
На рис 42а фрезерование по копиру с жесткой связью
На рис 42б фрезерование по копиру с обратной связью
Обработка резьбовых поверхностей.
В машиностроительном производстве применяется цилиндрические резьбы (крепежные и ходовые и конические)
Крепежная резьба: метрическая, дюймовая.
Ходовая: прямоугольные, трапециидальные , упорные, круглые.
Однозаходные и многозаходные.
Многозаходная резьба
Резьбы различают-наружные и внутренние. Инструмент для наружной резьбы: резцы, гребенки, платшки, резьбонарезные головки, дисковые и групповые фрезы, шлифовальные круги, накатной инструмент.
Внутренняя резьба: резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики. Точность измеряется калибрами или специальными резьбовыми микрометрами. Параметры резьбы : шаг , средний диаметр, шероховатость поверхности не ниже 6-го класса.
Нарезание резьбы резцами и гребенками.
Нарезание резьбы резцами на токарно-винторезных станках является не производительным методом. Для повышения производительности обработки применяют: 1)обратный ход; 2)обработку последовательно установленными тремя резцами.
Для станков автоматов и полуавтоматов находят применение призматические и круглые резцы. Обработка гребенками – является высокопроизводительным методом обработки резьб. Рис 25 а обработка трапециидальной резьбы тремя резцми. Повысить производительность нарезания резьбы трапециидальной с большим шагом можно путем предварительного фрезерования рис 28. Обработка ведется с использованием специальной фрезы и гитары для резьбы. Высокопроизводительным методом нарезания резьбы является вихревой метод (обработки вращающимися головками)
На рис 26 показана схема обработки наружной резьбы а) с внутренним касанием, б с наружным касанием. Если диаметр детали больше 100мм целесообразно применять обработку с внутренним касанием.
На рис 27 приведена схема нарезания внутренней резьбы вихревым методом. Высокопроизводительным методом применяемым в крупносерийном производстве является фрезерование резьбы групповой фрезой рис 29 а наружная резьба, б внутренняя резьба.
Это единственный метод нарезания резьбы под упор. Формирование резьбы осуществляется за 1.2 оборота детали 0.2 на врезание, остальное на шаг. Обработка ведется на специальных резьбофрезерных полуавтоматах, специальными групповыми фрезами. Недостатком является нарезание резьбы шагом только до 2.5-3 мм
На рис 29 б приведена схема нарезания внутренней резьбы. Ограничением является диаметр резьбы.
Накатывание резьбы (пластическое деформирование)
Инструментом могут быть плоские платки и круглые (ролики). Преимущество метода высокая производительность, высокая коррозионная и усталостная прочность.
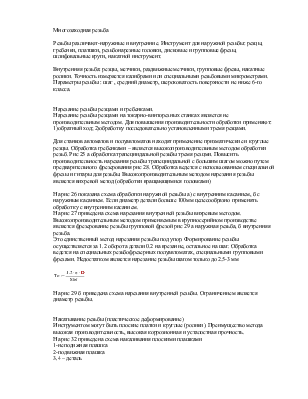
На рис 32 приведена схема накаливания плоскими плашками
1-неподижная плашка
2-подвижная плашка
3,4 – деталь
Обработка произодится за один двойной ход. Получаем 8й квалитет точности. Для новышения точности снижают число двойных ходов 30-40.
На рис 33 приведена схема обработки роликом на токарном станке.
На рис 33б приведена схема обработки двумя роликами расположенными параллельно друг другу.
На рис33 в приведена схема обработки резьбы с шагом больше 3 мм , ролики смещены относительно друг друга под углом наклона витков резьбы. Повысить производительность накатывания резьбы возможно применением автоматов одноцикловых с тангенциальной подачей рис 34 и планетарного накатывания рис 35
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.