Автоматизация расчета норм расхода черного металла
в машиностроительном производстве.
ОТП «Расход черного металла» (в дальнейшем ОТП) предназначен для расчета норм расхода черного металла при раскрое пруткового проката на индивидуальные и групповые заготовки. ОТП применяется припроектирования технологических процессов (ТП) механической обработки деталей из стали и чугунов. Он может быть включен в основной ОТП изготовления детали, составленному заранее, т.к. маршрут изготовления детали, включая операции подготовки, транспортирования и т.п. на различных предприятиях разный.
ОТП позволяет в автоматическом режиме рассчитывать:
· Нормы расхода и коэффициент использования материала
· Окончательные размеры заготовок с расчетом межоперационных припусков
· Количество индивидуальных заготовок из исходного материала или из групповой заготовки
· Количество групповых заготовок из исходного материала при раскрое на групповые заготовки
· Величину концевого отхода от средней длины прутка
· Cреднюю расчетную торговую длину прутка
· Коэффициент по некратности, учитывающий концевые отходы металлопроката при раскрое заготовок из прутков нормальной (торговой) длины
Подготовка к автоматическому проектированию ТП
Исходными данными для автоматического проектирования является информационная модель детали - общие сведения о детали, перечень элементов конструкции (поверхностей), составляющих деталь и значений их параметров. Этому следует уделить особое внимание, т.к. на основании введенных данных производятся расчеты. Особенности кодирования некоторых поверхностей при проектирования ТП на основе данного ОТП:
· Наличие поверхности заготовки (030901) в списке поверхностей детали с указанием метода раскроя исходного материала на индивидуальные или групповые заготовки
· Задание габаритных размеров детали (параметр «Gb» поверхности 010101 и параметр «D» поверхности 030101)
Проектирование ТП
Для создания описания новой детали в КТП необходимо занести с чертежа детали обязательные данные: обозначение детали, наименование детали. Материал, из которого изготавливается деталь, необходимо выбрать из предлагаемого списка или внести в Информационную базу с указанием всех необходимых параметров. Для расчета КИМ в графу «Масса детали» требуется внести массу (чистый вес) детали по конструкторскому документу.
При необходимости можно заполнить конкретными значениями другие поля формы общих сведений о детали.
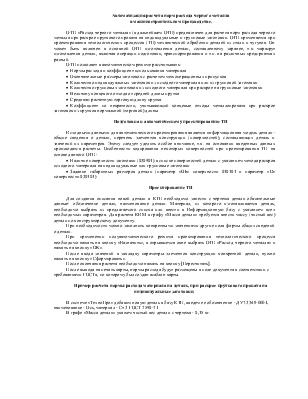
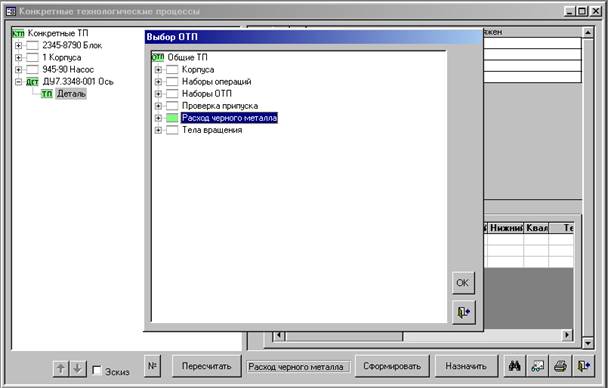
При применении полуавтоматического режима проектирования технологического процесса необходимо нажать на кнопку «Назначить», в отрывшемся окне выбрать ОТП «Расход черного металла» и нажать на кнопку «OK».
После ввода значений в закладку параметры элементов конструкции конкретной детали, нужно нажать на кнопку «Сформировать».
После окончания расчета необходимо нажать на кнопку [Пересчитать].
После вывода на печать карты, нормы расхода будут размещены в поле документа в соответствии с требованиями ГОСТа, по которому был создан шаблон карты.
Пример расчета нормы расхода материала на деталь, при раскрое пруткового проката на индивидуальные заготовки.
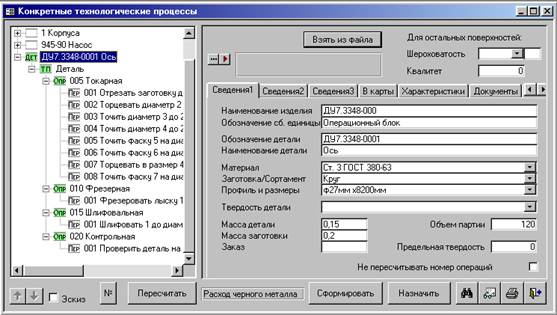
В системе «ТехноПро» добавим новую деталь в базу КТП, введем ее обозначение - ДУ7.3348-0001, наименование - Ось, материал - Ст 3 ГОСТ 2590-71
В графе «Масса детали» укажем чистый вес детали с чертежа - 0,15 кг.
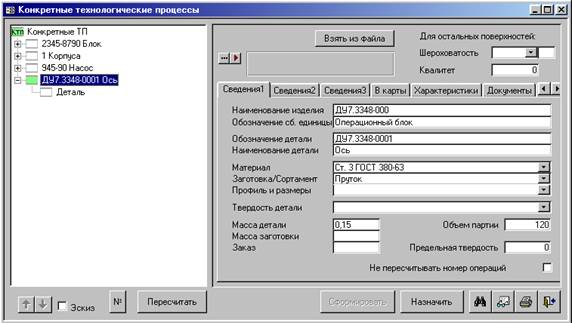
Рис1. Заполнение общих сведений о детали.
Назначаем ОТП «Расход черного металла»
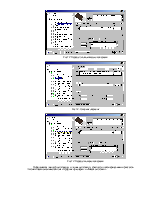
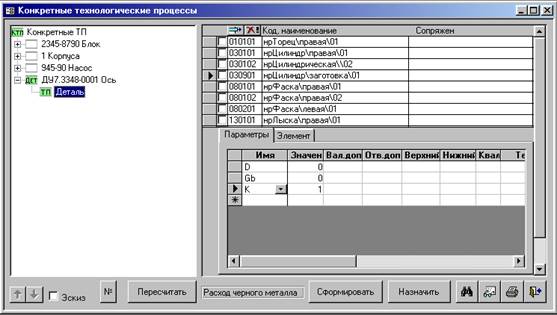
Предположим, что чертеж детали в электронном виде отсутствует. Поэтому вводим параметры элементов конструкции детали вручную:
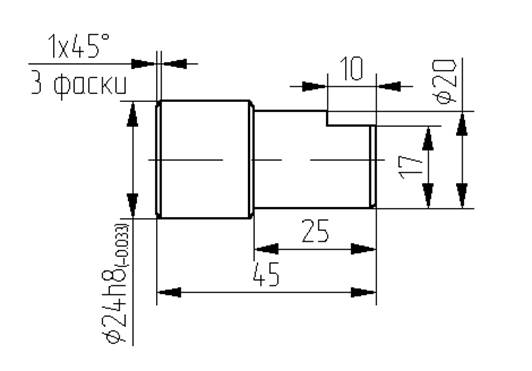
Эскиз оси.
|
D |
Gb |
L |
K |
F |
X |
Y |
|
|
010101 |
45 |
||||||
|
030101 |
24h8 |
20 |
|||||
|
030102 |
20 |
25 |
|||||
|
030901 |
1 |
||||||
|
080101 |
24 |
1 |
45 |
||||
|
080102 |
20 |
1 |
45 |
||||
|
080201 |
24 |
1 |
45 |
||||
|
130101 |
20 |
10 |
7 |
Для заготовки 030901 укажем K=1 (принимаем раскрой прутка на индивидуальные заготовки)
Нажать «Сформировать».
После окончания расчета нажимаем кнопку [Пересчитать].
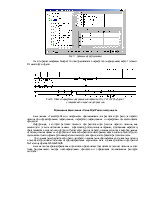
В зависимости от подобранного в операции «005 Токарная» оснащения: патрона к токарному станку и отрезного прямого резца в 001 переходе рассчитываются все необходимые параметры для расчета нормы расхода.
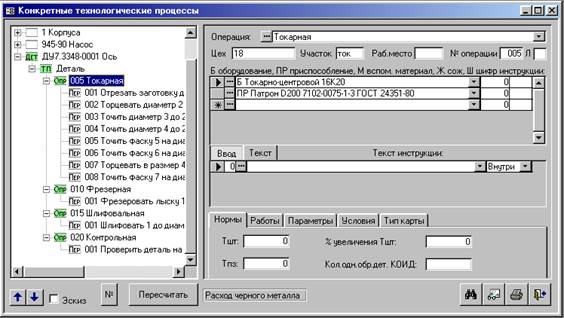
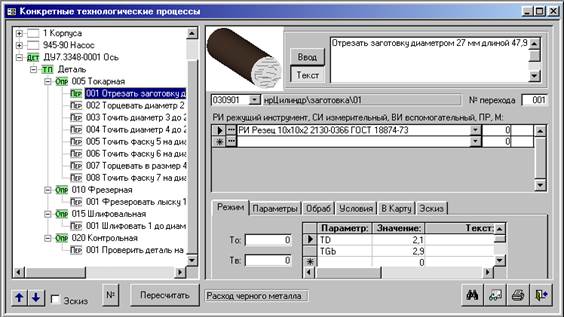
Определяется диаметр заготовки dз и длина заготовки lз с расчетом межоперационных припусков. Автоматически заполняются поля «Профиль и размеры» и «Масса заготовки».
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.