Рассчитываются: норма расхода металла Нg (кг) и коэффициент использования металла КИМ. Определяется количество индивидуальных заготовок из исходного материала (поле «КД количество деталей»).
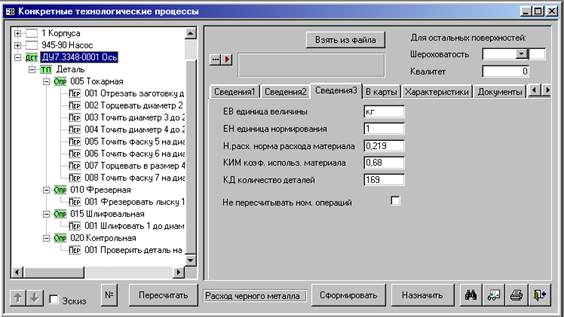
Рис 7. Результат расчета по нормированию расхода
Также, определяются по таблицам припуск на отрезку индивидуальной заготовки Pr, припуск на зажим Pz.
Т.к. материал детали Ст. 3 ГОСТ 380-63 относится к сталям углеродистым обыкновенного качества, определяется средняя расчетная торговая длина прутка Lsr=8200 мм.
Рассчитывается величина концевого отхода при раскрое прутка Loth. Определяется коэффициент по некратности Кn, учитывающий концевые отходы металлопроката при раскрое заготовок из прутков нормальной длины.
На этом расчет завершен. Теперь ТП можно распечатать в маршрутно-операционную карту. Готовый ТП на ось см. файл.
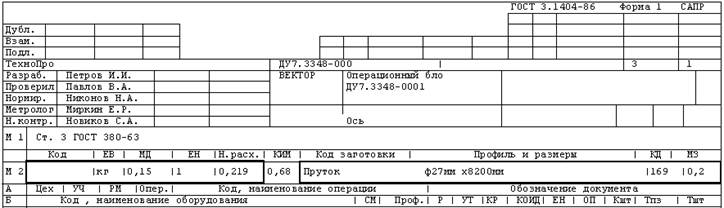
Рис8. Шапка маршрутно-операционной карты по ГОСТ 3.1404-86 форма 1
с заполненными полями норм расхода.
Пример расчета нормы расхода материала на деталь, изготавливаемую из предварительно нарезанных групповых заготовок
В системе «ТехноПро» добавим новую деталь в базу КТП, введем ее обозначение - ДУ7.3348-0002, наименование - Штифт, материал - Ст 10 ГОСТ 1050-60
В графе «Масса детали» указывается чистый вес детали с чертежа - 0,38 кг.
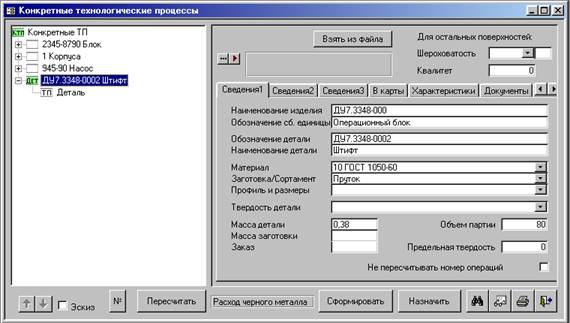
Рис 9. Заполнение общих сведений о детали.
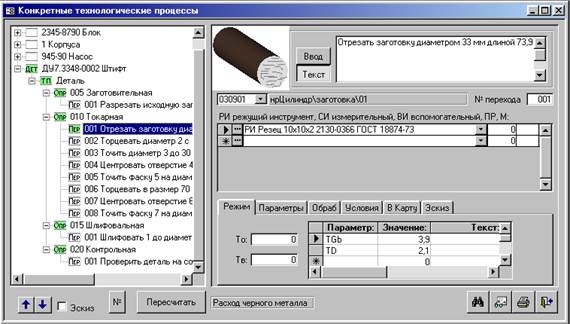
После назначения ОТП «Расход черного металла» вводим параметры элементов конструкции детали:
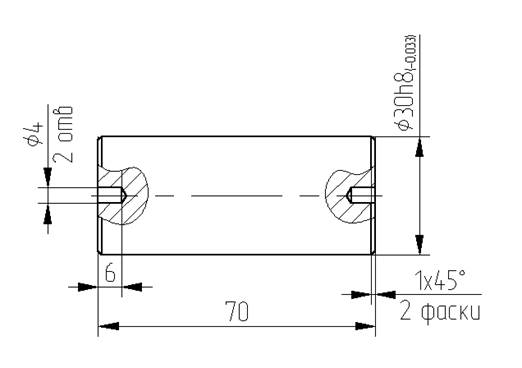
Эскиз штифта
|
D |
Gb |
L |
K |
F |
G |
|
|
010101 |
70 |
|||||
|
030101 |
30h8 |
70 |
||||
|
030901 |
2 |
|||||
|
080101 |
30 |
1 |
45 |
|||
|
080201 |
30 |
1 |
45 |
|||
|
710101 |
4 |
6 |
||||
|
710201 |
4 |
6 |
Для заготовки 030901 укажем K=2 (принимаем для деталей, изготавливаемых из предварительно нарезанных групповых заготовок)
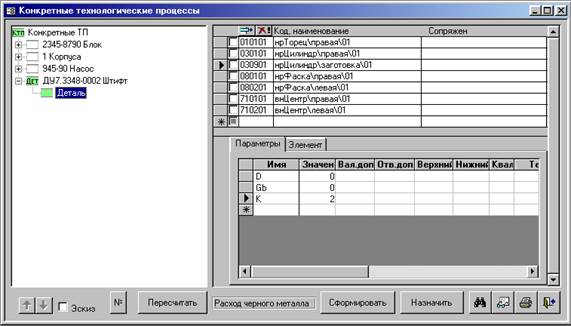
Нажать «Сформировать».
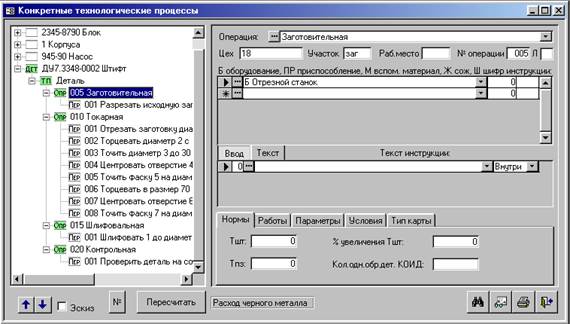
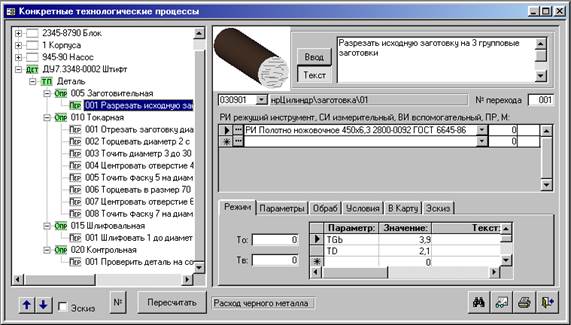
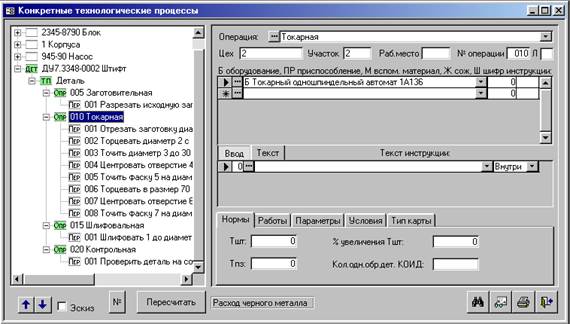
После окончания расчета нажимаем кнопку [Пересчитать].
В зависимости от применяемого в заготовительной и токарной операциях оснащения рассчитываются все необходимые параметры для расчета нормы расхода.
Определяется диаметр заготовки dз и длина заготовки lз с расчетом межоперационных припусков. Автоматически заполняются поля «Профиль и размеры» и «Масса заготовки».
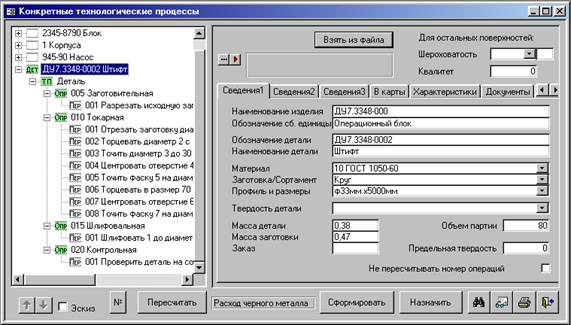
Рис15. Автоматическое заполнение полей «Профиль и размеры» и «Масса заготовки»
Рассчитываются: норма расхода металла Нg (кг) и коэффициент использования металла КИМ. Исходя из допускаемой длины обрабатываемого на автомате прутка рассчитывается количество индивидуальных заготовок из групповой заготовки Ni (поле «КД количество деталей»).
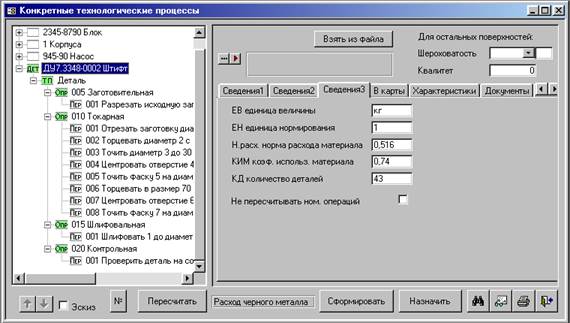
Рис16. Результат расчета по нормированию расхода.
Определяются по таблицам припуск на отрезку индивидуальной заготовки Pr, припуск на зажим Pz, припуск на отрезку групповой заготовки Prg.
Т.к. материал детали 10 ГОСТ 1050-60относится к углеродистым качественным, определяется средняя расчетная торговая длина прутка Lsr = 5000 мм.
Рассчитывается длина групповой заготовки Lgr и количество групповых заготовок из исходного материала Ngr, величина концевого отхода от средней длины прутка Loth.
Определяется коэффициент по некратности Кn, учитывающий концевые отходы металлопроката при раскрое заготовок из прутков нормальной длины.
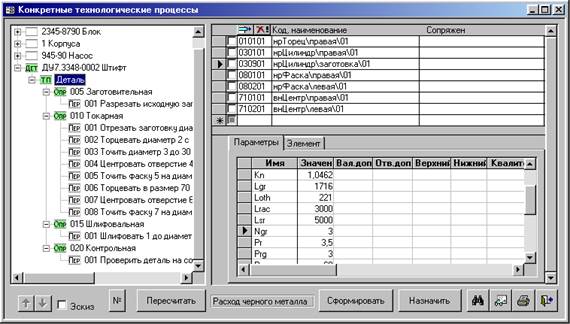
Рис 17. Остальные результаты.
На этом расчет завершен. Теперь ТП можно распечатать в маршрутно-операционную карту. Готовый ТП на штифт см. файл.
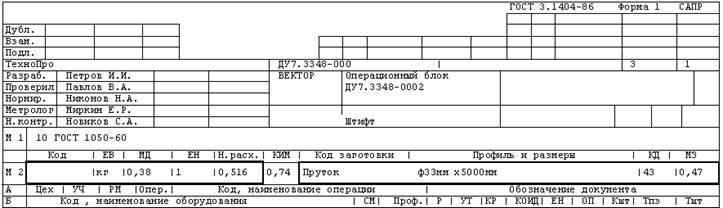
Рис18. Шапка маршрутно-операционной карты по ГОСТ 3.1404-86 форма 1
с заполненными полями норм расхода.
База данных «ТехноПро/Расход материалов» предназначена для расчета норм расхода черного металла при проектировании операционных, маршрутно-операционных и маршрутных технологических процессов.
Информация, с которой работает технолог при расчете норм расхода черного металла, вне зависимости от вида источника данных - справочник, руководящие материалы, собственные наработки, представляется в виде таблиц и формул. Расчет норм расхода черного металла сводится к выборке данных из таблиц и вычислению их по формулам. Такие виды расчетов легко реализуются в системе ТехноПро, что позволяет автоматизировать рутинные работы и высвободить время для творческой работы технолога.
До создания базы расчетов норм расхода черного металла была предварительно создана база таблиц, в основе которой лежат таблицы из среднеотраслевых нормативов. База создана средствами программы ТехТаблица в файле TehnoTab.mdb.
База на основе среднеотраслевых нормативов предполагает обеспечить экономию металла за счет более рационального выбора межоперационных припусков и определения окончательных размеров заготовок.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.